Exceptional rigidity, accuracy and dynamic performance are the key features of Takumi’s high-speed portal machines.
The H series machines operate with outstanding accuracy and achieve an exceptional surface quality thanks to their sophisticated measuring and sensor control systems. Absolute direct measuring systems, internal coolant feed through the high-speed spindle, direct drives on all axes and electronic temperature compensation come as standard. Despite their relatively low procurement costs, the technical performance characteristics and values of Takumi’s H series machines are all top of the range.
Fast and accurate: the Takumi H7 and H10 models
These two machining portals have the shortest travel paths in the H series. The H7 and H10 models focus on the high-speed applications involved in tool-making, mould-making, medical technology, and the aviation and aerospace industries. They are designed to work with exceptional precision to create the optimum surface finish even in the very tightest spaces. The robust and stable portal design and resistance to high temperatures are the cornerstones of the machines’ operating excellence.
The designers have made a lasting improvement to load distribution on the spindle head by designing the portal frame as a ladder-type structure. The H7 and H10 machining portals can handle maximum table loads of up to 500 or 800 kilograms. All of Takumi’s H series models come equipped with a Heidenhain control system as standard. Together with the Heidenhain components integrated in the machining centers, they make a huge contribution to the accuracy of the result. The control systems allow programming in dialog and in parallel mode. They also have functions for freely programming contours and options for ISO-NC programming.
For more information, contact 600 SA Machine Tools – Cell: 072 157 6003.
VC series vertical machining centres are fast, three-axis linear guide machining centres designed for customers doing batch or production work.
To meet the requirements for fast cutting, the 3 axes are equipped with linear guide-ways for quick responses in acceleration and deceleration and high rapid traverse of 48 m/min.
The machine features travels of 1,060 x 520 x 610 mm and comes with a table size of 1,160 x 520 mm. Supplied with a machine net weight of 5,900 kg, the VC1052 can accommodate a maximum table load of 650 kg.
While featuring a spindle speed of 12,000 rpm and motor power of 7.5/11 kW, the Takumi VC1052 provides a magazine capacity for24 tools. Rapids are 36 x 36 x 24 m/min.
Providing a perfect combination of fast cutting and high stability, the machine is designed and built for mould machining with pre-tensioned ballscrews minimizing thermal growth and improving accuracy.
An ergonomically designed table simplifies setup, while the swivelling control panel optimizes floor space utilization.
A robust, precision-machined casting, hand-scraped contact areas and an integrated wash-down chip management system add to the highlights of the Takumi VC1052.
The spindle chiller maximizes heat dissipation and direct-coupled ballscrews increase accuracy, while the absolute encoder ensures a fast start-up.
For more information, contact 600 SA Machine Tools – Cell: 072 157 6003
In a market where skilled artisans are becoming more and more scarce, it has become necessary to look at alternative ways of machining, whether it be for general engineering, tool-making or production work CNC machining is quicker and certainly more accurate than conventional milling machines and there is no need for constant monitoring while in use. Taking this into account, MJH Machine Tools have a solution to suit customers’ needs.
Featuring an entry level CNC control, our Ctek CNC milling machine is the first step to CNC machining. As long as the operator has basic knowledge on using a DRO, he can, within a few hours, be taught how to program and run the machine. There is no need for G code knowledge as the control is conversational, using a question and answer format. The software is simple to use with graphic input in basic machinist language. The control has options for standard operation modes such as drill, tap, bore, contour and pocket programming, which is ideally suited to general engineering work without a need for external programming packages. The latest Ctek’s come with linear guides on all three axes for better accuracy and speed, as well as a direct spindle drive motor and an improved Z axis motor with inline break which eliminates the need for a counterbalance. The Ctek can be fitted with a 4th axis within a matter of hours and programmed from the standard Ctek control.
The Ctek range has six x-travel sizes, 800mm, 1 000mm, 1 500mm, 1 800mm, 2 000mm and 2 500mm. These machines are available in open type or fully enclosed depending on the customer’s requirements. All spares are available ex stock at a fraction of the cost compared to other controls. With hundreds of these machines sold throughout South Africa since 1997, it is not surprising that Ctek CNC milling machines have been the first step to full CNC machining in many workshops. Should there be a requirement for a high performance machining centre for super fine finishing and accuracy, the Akira Seiki is the machine to consider. Spindle power ranging from 15HP on the Junior series to 42HP on the Super Vertical range and spindle speeds from 9 000rpm to 15 000rpm guarantee high quality surface finish. Akira Seiki machines come standard with spindle oil chillers, inner spindle air chiller, coolant through spindle, pneumatic counter balance, chip screw conveyor, quick change ATC and 4th axis preparation.
JR
SR2
SR3
CONTROL SYSTEM
AKIRA M:845 (Fanuc G code compatible)
TRAVEL
X Axis Travel
mm/inch
410 / 16.1
550 / 21.7
762/30
Y Axis Travel
mm/inch
430/ 16.9
430 / 16.9
430 / 16.9
Z Axis Travel
mm/inch
460 / 18.1
460 /18.1
460/18.1
Spindle Nose to Table Surface
mm/inch
75~535/ 3-21
75~535 /3~21
75~535/3~21
Spindle Center to Column Cover
mm/inch
435/17
435/17
435/17
TABLE
Table Size (L x W)
mm/inch
560 x 380 /
22 x 15
700 x 380 /
28 x 15
910 x 380 /
36 x 15
T Slot
mm/inch
16 x 80 x 4 slots /
0.63 x 3.15 x 4 slots
16 x 80 x 4 slots/
0.63 x 3.15 x 4 slots
16 x 80 x 4 slots/
0.63 x 3.15 x 4 slots
Max. Loading
kgs/lbs
432/952
576 /1270
792/ 1746
Standard Loading
kgs/lbs
360/794
480 /1058
660/1455
SPINDLE
Max. Motor Power (Peak)
HP
12
15
15
Max. Speed
rpm
9,000
9,000
9,000
Spindle Taper
ISO 40
BT40
BT40
BT40
FEED
Rapid Feed X/Y/Z
M/min rpm
30 /30 / 24
1181 / 1181 /945
30 / 30 / 24
1181 /1181 /945
30 / 30 / 24
1181 /1181 /945
Cutting Feed X/Y/Z
M/min rpm
10 /10 /10
394/394 /394
10/10/10
394/394/394
10/10/10
394/394/394
ACCURACY
Positioning
mm/inch
0.01 / 0.00039
0.01 /0.00039
0.01 /0.00039
Repeatability
mm/inch
±0.003/±0.00012
±0.003 / ±0.00012
±0.003 / ±0.00012
ATC
Tool Storage Arm ATC
–
16T
20T
20T
Max. Tool Diameter
mm/inch
75/3
75/3
75/3
Max. Tool Diameter
(Without Neighbor Tool)
mm/inch
150 / 5.9
150 /5.9
150 /5.9
Max. Tool Length
mm/inch
250 / 9.8
250 /9.8
250 /9.8
Max. Tool Weight
kgs/lbs
7/15
7/15
7/15
Tool to Tool Time (60hz)
sec.
2.2
2.2
2.2
GENERAL
Tank Capacity
liter/gal
150 / 39.6
150 / 39.6
150 / 39.6
Chip Disposal
–
Drawer
Drawer
Drawer
Air Pressure Requirement
Mpa/psi
0.5/72.5
0.5/72.5
0.5/72.5
Power Requirement
KVA
20
20
20
Floor Space
mm/inch
1900 x 1935 /
75x 76
1900 x 1935 /
75x 76
2100 x 1935 /
83x 76
Weight
kgs/lbs
2850 /6283
3250/7165
3480 /7672
For further information, please contact MJH Machine Tools – Tel: (031) 705 7514.
Rubix in the UK is one of the most trusted single sources for industrial supplies and part of Europe’s largest industrial distribution business. Rubix works with a network of branches across the UK offering support 24 hours a day, 365 days a year.
A significant part of its business is involved in the supply of cutting tools and accessories for the engineering industry, representing several high-quality brands, some on an exclusive basis such as Cutline. Made to exact specifications, every tool in the Cutline range has been meticulously produced and tested, ensuring a high level of quality.
Testing, proving out and demonstrating are necessary services offered by Rubix Cutting & Machining, for which high performing machine tools are required. In selecting the right machine tool supplier for its needs, Rubix Cutting & Machining specified CNC vertical machining centres and lathes that could push the products it sells to the limits. At the same time, sufficient rigidity and accuracy were needed to get the best from the tooling.
Hurco’s most popular 5 axis machining centre, the VMX42SRTi was chosen because of outstanding machine capacity compared to footprint size, along with its ability to work to the same standards for high-power 3 axis applications as for complex 5 axis 3D contouring. The VMX42SRTi has a 12,000 RPM, 37kW spindle and direct drives on all axes, plus a 40 station toolchanger as standard. Additionally, a TM8i CNC lathe with a bar capacity of 64.5mm and 12 station turret was chosen to demonstrate turning tools and workholding.
Both machines are placed at the Rubix Product Proving Technical Competence Centre Technical Centre in Wolverhampton. The Rubix Cutting & Machining nationwide engineered solutions team are all trained in the operation of Hurco machines and are competent with Hurco conversational programming after a couple of days in the Hurco classroom.
For more information, contact Hurco – Tel: (011) 012 259 1375
Installation of one Hurco vertical machining centre (VMC) per year between 2013 and 2017 plus the addition of a sixth in May 2021, partly to take advantage of the UK government’s 130% capital allowance, have coincided with a sustained improvement in the level of business at subcontract machining firm Kelvin Precision Products. Disregarding the first year, when the start-up firm’s income was relatively low and therefore unrepresentative, turnover has increased fivefold compared with the second year of trading.
Like many employees working at subcontracting firms, James Staniford dreamt of branching out on his own. After an eight-year stint at a company in nearby Horsham, he took the plunge in 2013 and started Kelvin Precision Products with Claire McGrath, now the Business Director, who invested capital and owned a suitable 4,000 sq ft unit within the Kelvin Business Centre in Crawley.
The enterprise had the help of his friend and mentor Alan Lamberth, who used his turning experience to help out at evenings and weekends. It boosted this side of the business at the time and allowed Kelvin to take on much more complex manual turning than would otherwise have been possible.
However it was prismatic machining that quickly took precedence and it now accounts for around 85% of turnover. An online auction on eBay secured the first contract to machine a range of small laboratory components from acetal and aluminium for a customer in the scientific industry, which was also a start-up. Soon afterwards a manufacturer of broadcasting equipment, another new company, discovered Kelvin via its website and placed an order for a range of milled components. Both companies are still regular customers, along with about a dozen others.
The contracts were fulfilled on a Hurco VM10 3-axis VMC, which was purchased new along with a manual lathe, a knee-type mill and a linisher when James started the business. A Hurco machine was chosen for the first major purchase due to the Windows-based conversational programming capability in the machine’s WinMax control.
James said, “At the outset we didn’t have a CAM system, so relied on WinMax and its menu-driven 3D graphics interface to prepare cycles for machining our customers’ components, some of which were quite complex.
“At that time, the other shortlisted machine had a G-code control and 2D graphics, so we regarded the Hurco offering as superior.
“As time went on and parts became even more complicated, we invested in Autodesk FeatureCAM Ultimate CAD/CAM software, but WinMax is quicker for programming simple components and we still use it about one-third of the time.”
Following the success of the first VMC, one year later another 3-axis machine was installed – a VM10i with more advanced control technology and diagnostics. Then the first 5-axis machine arrived, a VM10Ui, followed by a second in 2016. A larger VM20i 3-axis VMC with a 1,168 x 508 mm table was delivered a year later and then a third 5-axis VM10Ui in early 2021. Interspersed among these purchases were a sliding-head lathe in 2014 and a fixed-head lathe in 2018.
Having half of its prismatic metalcutting capacity able to produce components efficiently in fewer set-ups using three- plus two-axis cycles, with the rotary axes positioned and clamped, sets Kelvin apart from many of its competitors of similar size. It enables high quality work typically to tolerances of ± 0.05 mm to 0.10 mm to be turned around in short time scales. Normally, components are put on a 5-axis machine at Crawley for Op 1 and a 3-axis machine for Op 2 if it is relatively simple. Fully interpolative 5-axis milling and drilling on the Hurcos is available if suitable jobs come along.
Aluminium base plate for a customer in the pharmaceutical industry
Based close to Gatwick airport, the subcontractor offers machining services with delivery to the south-east of England and to the rest of the UK and Europe via a mail order service, with customers emailing a drawing or CAD file. A regular part of the company’s activity is working for other contract machining firms that require more capacity to get an important job out on time.
Today, prismatic machining of a wide range of plastics and metals including stainless steel, mild steel, cast iron, aluminium, brass and copper are the mainstay of the company’s day-to-day work, some parts being over one metre in length. Sliding-and fixed-head turn-milling of components from 1 mm to 350 mm in diameter accounts for around 15% of turnover.
For more information, contact Hurco – Tel: (011) 012 259 1375
With the new Toplus premium chuck, Hainbuch always guarantees a runout of ≤ 5 μm without alignment.
With a new development in the hexagonal chuck series from Hainbuch, the clamping device manufacturer from Germany enters the next round. In 2006, the first Toplus chuck with hexagonal clamping geometry began its career. Just one year later, the Toplus IQ with integrated measuring technology followed, and in 2012, the mini version with a smaller interference contour and lower weight was born. Now Hainbuch presents its latest development. The highest precision Toplus premium chuck is available from stock and points with many additional advantages.
The ≤ 5 μm accurate Toplus premium chuck with premium clamping head.
Hainbuch’s chucks have always been very precise. Once the chucks are aligned, the runout is close to zero for repeat clamping. If the various chuck heads are then changed, the runout is usually between 3 to 7 μm without alignment. With the new Toplus premium chuck, Hainbuch always guarantees a runout of ≤ 5 μm without alignment – regardless of which clamping head is used. Until now, this was only possible with a high-priced hydraulic expansion or diaphragm chuck with the drawbacks entailed by their design. In many cases, a runout of ≤ 10 μm is perfectly sufficient. However, components or machining processes with a runout of ≤ 5 μm are increasingly becoming the standard. Using a Toplus premium chuck with the associated premium clamping heads and by clamping against the workpiece stop, this level of accuracy is always achieved. This means that manufacturers don´t lose time making alignments for small batch sizes and they can be highly flexible, because it is just as accurate as a chuck aligned for series production.
To save time and costs, a robot is often used to load the workpieces in the machine. This can become a problem if the clamping stroke is too small. With the Toplus premium chuck combined with a clamping head, the stroke is large enough, and makes loading easier, even if the robot works somewhat imprecisely. In addition, it is very robust and not as sensitive as some other clamping devices. A slight contact with the workpiece during loading has no effect on the chuck. The process remains stable. It is also sealed against contamination and vibration. With the Toplus premium, both thin-walled and solid parts are clamped securely with no centrifugal losses. And last but not least, the Toplus premium – like all chucks – is available in the Hainbuch system. This means that changing from external to internal or jaw clamping takes no more than two minutes.
For more information, please contact CNC Support – Cell: 083 627 8336.
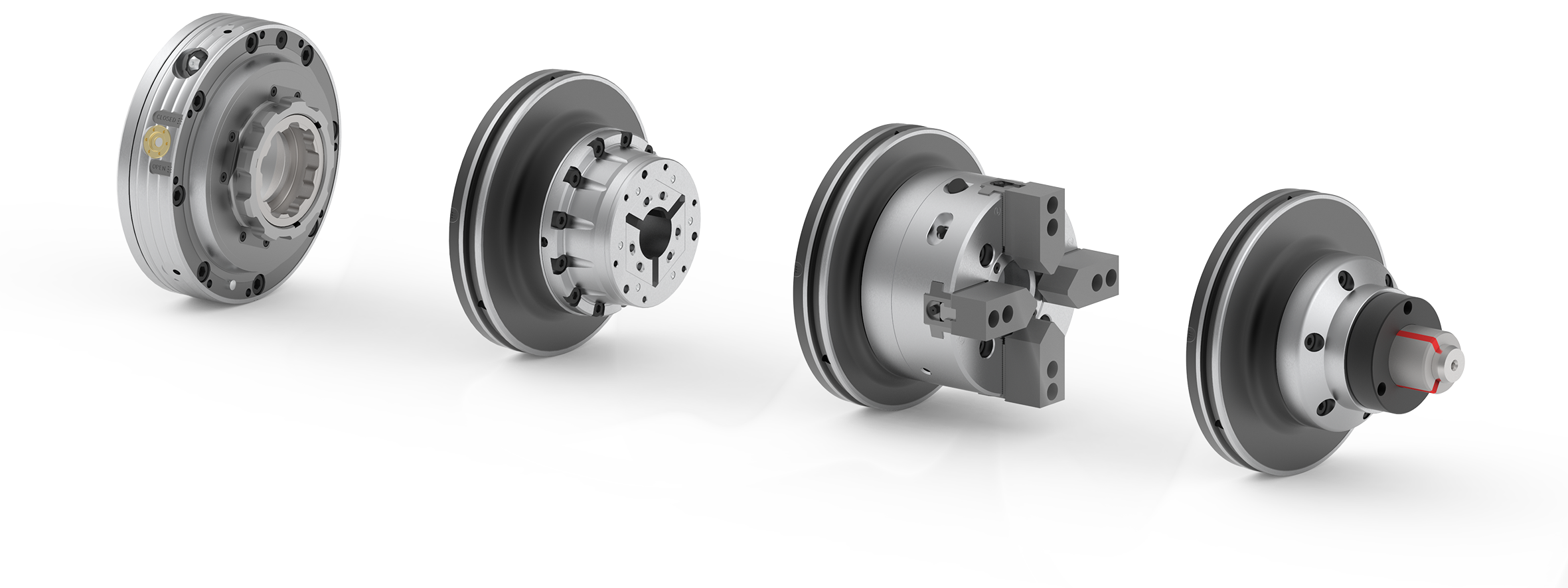
Hainbuch has set new standards with the Centrotex quick change-over interface. The proven system is now also available in a version for smaller spindles. Thus, today Centrotex S is the smallest system available on the market for setting up clamping devices in a matter of seconds. With its diameter of just 224 mm, it is the ideal quick change-over system for machines with a small work space.
Hainbuch Centrotex S
With repeatability to ≤ 0.003 mm on the interface – without having to align – the latest version of the Centrotex quick change-over system can also meet the most rigorous requirements. The machine adapter is mounted on the spindle, and the clamping device equipped with the adapter counterpart can be exchanged for another clamping device in less than a minute. Thus long set-up times are a thing of the past.
The smallest Centrotex version does indeed incorporate the proven technology of its big brother, however, it is clearly superior in terms of convenience. The Centrotex S is actuated via just one radial locking screw and ergonomic operation has been significantly improved, thanks to the fewer tightening turns required. In addition, the Monteq changing fixture offloads the machine operator and contributes to a faster clamping device set-up.
Key advantages include the interface between machine and clamping device, only one radial locking screw, while being suitable for spindle nose KK5, KK6, AP140, and AP170. Add to this repeatability to ≤ 0.003 mm on the interface – without having to align, ergonomic handling and resistance to contamination. For easier handling, the Monteq changing fixture can be implemented for heavy clamping devices
Machine adapter with different clamping device adapters. Quick change-over from OD clamping to jaw clamping or ID clamping.
For more information, please contact CNC Support – Cell: 083 627 8336.
Walter AG maximises process reliability and productivity with its new copy turning system
With the W1011-P, Walter is bringing a copy turning system to the market which will maximise process reliability and cost-efficiency compared to conventional systems. This is primarily thanks to its much greater stability when copy turning with relief grooves of up to 50°. Unlike VCMT and DCMT inserts, the system’s new three-edged WL25 indexable inserts are precisely secured in the toolholder by a prism in the insert seat and on the insert itself. This ensures that the insert cannot move in the toolholder. In addition to high process reliability and precision thanks to highly accurate indexing – both when turning the inserts to the next cutting edge and when replacing them – this provides over 50% greater accuracy when compared to ISO inserts. In addition, the system has an increased tool life thanks to the option to machine in both directions of movement, meaning that the two cutting edges can be used.
The copy turning system also uses WL25 indexable inserts, which further increases its cost-efficiency. Three cutting edges (rather than two cutting edges on VCMT inserts) with wear-resistant cutting tool materials in addition to precision cooling improve the tool life. The same also applies to the universal usability of the W1011-P system. Its four insert types (neutral, left-hand, right-hand and full-radius versions) for different profiling angles and applications fit into the same toolholder and mean that it can be used for all ISO materials (P, M, S and K). Potential areas of application include copy turning (for example, for drive shafts, ball bearings, valves, etc.) and dynamic turning – particularly for operations which use a different or alternating machining direction. This allows users to increase cost-efficiency by up to 75% in finishing up to medium machining operations.
For more information, please contact Spectra Carbide Tooling Technology – Tel: 021 555 4144.
Walter Tiger·tec® Gold grade with multi-layered, highly textured MT-TiCN coating
With the WPP10G, WPP20G and WPP30G grades, Walter presents the new Tiger·tec® Gold indexable inserts, specially designed for turning operations. The aim was to reduce flank face wear by 30 to 60%. In reality, the tool life increased by an average of 50% according to the results of over 130 customer tests. The primary application is steels with a tensile strength of 600 to 900 N/mm2. The lightweight components made of steels with a high tensile strength of 1000 to 1400 N/mm2, which are on trend at the moment, can also be machined with the new grade. The indexable inserts are sure to be of particular interest to mass producers in the automotive, energy and general mechanical engineering sectors, where the inserts significantly reduce the cost per component. Wherever a range of materials are used, such as in the mechanical engineering industry, users can benefit from their versatility: Walter is bringing the grades with nine geometries for optimised chip breaking on long-chipping, low-carbon materials (MP3) and for interrupted cuts (RP7) to the market.
Another key feature of the Tiger·tec® Gold inserts for turning is their outstanding process reliability. This, alongside their performance and tool life, is the result of their unique layer structure: A patent-pending, highly textured MT-TiCN layer reduces flank face wear and increases toughness due to its multi-layered structure, which optimises elasticity. The highly textured Al2O3 layer additionally increases the product’s resistance to crater wear. The gold-coloured top layer improves wear detection. The final multi-stage post-treatment of the inserts ensures a smooth rake face, less friction and high level of toughness. The individual alignment of the grades makes the indexable inserts outstandingly versatile: WPP10G for continuous cuts and light interrupted cuts, WPP20G as a universal grade for 50% of applications and the tough WPP30G grade interrupted cuts as well as unstable or unfavourable conditions.
For more information, please contact Spectra Carbide Tooling Technology – Tel: 021 555 4144.
Hyundai WIA, one of the largest machine tool makers in Korea, used its accumulated know-how and latest technology to develop the SE-SY Series, which delivers high-performance, high heavy cutting capability and maximum productivity.
Specializing in small-parts, the Y-axis CNC turning centre features a 30° slanted one-piece bed structure with high rigidity, while the stabilized unit structure is designed to minimize thermal displacement.
01 Optimal Structural Analysis
Structural analysis was applied when designing the machine enhancing the tool post body, while reducing the machine’s height in order to maintain the bed’s dynamic rigidity even during heavy-duty cutting.
02 High-speed Roller LM Guideway
Linear roller guideways are used in SE-SY Series reducing non-cutting time, while achieving high-rigidity. In order to eliminate thermal growth and increase accuracy, all axes are driven by high precision double anchored ballscrews. The rapid traverse rate for X/Y/Z/ZB is 30/10/36/15 m/ min with a travel distance of X/Y/Z/ZB of 210/110/560/560 mm.
03 Wedge Type Y-axis Structure
The SE-SY Series is designed with a wedge type Y-axis that is transferred by the simultaneous operation of the Ys-axis and the X-axis. In addition, excellent rigidity promotes superb quality when heavy-duty cutting. Y-axis rapids are 10 m/min with a Y-axis travel range of 110 (±55) mm.
04 High-precision main spindle for Heavy-duty Cutting and High Quality
The main spindle is designed with the same structure often found in larger sized machines. The combination of double cylindrical roller bearings and angular contact ball bearings leads to excellent heavy duty cutting performance.
05 Sub Spindle
The S-type sub spindle with 5″ chuck is designed to minimize thermal distortion caused by heavy cuts and highspeed machining.
For more information, contact Spectrum Africa – Tel: 011 865 4090.




")

")










 Linear roller guideways are used in SE-SY Series reducing non-cutting time, while achieving high-rigidity. In order to eliminate thermal growth and increase accuracy, all axes are driven by high precision double anchored ballscrews. The rapid traverse rate for X/Y/Z/ZB is 30/10/36/15 m/ min with a travel distance of X/Y/Z/ZB of 210/110/560/560 mm.
Linear roller guideways are used in SE-SY Series reducing non-cutting time, while achieving high-rigidity. In order to eliminate thermal growth and increase accuracy, all axes are driven by high precision double anchored ballscrews. The rapid traverse rate for X/Y/Z/ZB is 30/10/36/15 m/ min with a travel distance of X/Y/Z/ZB of 210/110/560/560 mm. The SE-SY Series is designed with a wedge type Y-axis that is transferred by the simultaneous operation of the Ys-axis and the X-axis. In addition, excellent rigidity promotes superb quality when heavy-duty cutting. Y-axis rapids are 10 m/min with a Y-axis travel range of 110 (±55) mm.
The SE-SY Series is designed with a wedge type Y-axis that is transferred by the simultaneous operation of the Ys-axis and the X-axis. In addition, excellent rigidity promotes superb quality when heavy-duty cutting. Y-axis rapids are 10 m/min with a Y-axis travel range of 110 (±55) mm. The main spindle is designed with the same structure often found in larger sized machines. The combination of double cylindrical roller bearings and angular contact ball bearings leads to excellent heavy duty cutting performance.
The main spindle is designed with the same structure often found in larger sized machines. The combination of double cylindrical roller bearings and angular contact ball bearings leads to excellent heavy duty cutting performance. The S-type sub spindle with 5″ chuck is designed to minimize thermal distortion caused by heavy cuts and highspeed machining.
The S-type sub spindle with 5″ chuck is designed to minimize thermal distortion caused by heavy cuts and highspeed machining.


