Available from TaeguTec is a high productivity perpendicular machining solution, the latest tangential type TANG-SFEED inserts and cutter line.
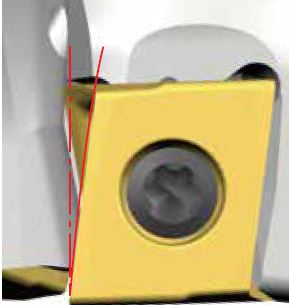
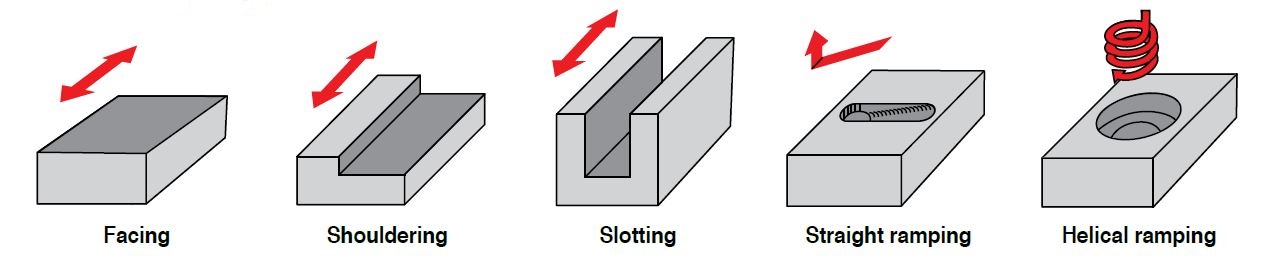
The TANG-SFEED line is a double-sided four-corner tangential insert line ideal for ramping applications.
Furthermore, the insert’s high positive helical cutting edge design means high machining performance.
The line is available in two insert sizes: 09, 14 mm and related cutters. Also included is a general purpose LPKU insert and a high precision LPHU insert.
While the TANG-SFEED line not only offers the advantages of a tangential insert, its unique geometry promotes increased productivity across a diverse range of high feed applications.
Features
Capable of helical and straight ramping applicationsInsert’s helical cutting edge enables for smooth machining
Enhanced cutting stability due to the reinforced cutting edgeUnique tangential insert design – Minimizes mismatch during step machining – Excellent chip evacuation
Tangential cutter’s larger diameter core offers a higher stiffness cutter compared to the radial type
Radial typeTangential type
A wide variety of applications
For more information please contact TaeguTec – Tel; 011 362 1500
Following excellent market response, ISCAR is expanding the HELIDO Trigon Line with the following insert options:
H690 WNMU 0705-PNTR – a general use insert with 6 right-hand cutting edges for milling a variety of steel grades. The new insert is produced from grade IC845 – a new carbide grade that was developed for milling steel and ferritic and martensitic stainless steel, especially when machining at unfavourable conditions.
H690 WNMU 0705PNN-MM – an insert with 6 neutral cutting edges intended for machining steel. The neutral cutting geometry can be used for left-hand specially tailored milling tools.The new insert is available in grade IC808 and expands the range of the already available 0.8 mm corner radius insert.
H690 WNMU 0705PNR-RM – an insert featuring a reinforced cutting edge designed for unfavourable conditions, heavy roughing and interrupted cuts. The RM chipformer has a reinforced T-land when compared to the currently available inserts.
Insert features include a reinforced cutting edge, high resistance to edge breakage and chipping, reduced heat transfer and high edge security. It is recommended for milling at unfavourable conditions and heavy interrupted cuts.
The new inserts will provide customers with productive solutions for a broad spectrum of milling applications.
For more information, please contact ISCAR South Africa (PTY) LTD – Tel: 011 997-2700.
ISCAR's 7 flute solid carbide endmill, intended for HSM, features different helix angles, variable pitch, and chip-splitting grooves on the cutting edges.
High-speed machining (HSM) has not only led to a significant difference between machine tools but has also brought awareness to the high-speed spindle; perhaps, the most important and central component of high-speed machine tools and a key factor for the success of HSM.
Operating a spindle with high rotation speed and gaining the optimal balance between the provided speed and torque is the main task of high spindle engineering. The spindle’s performance depends on several different factors. One of the main factors relates to the design concept of a single- or combined twin-motor bearing system, seal components and a tool retention method.
When machining, the spindle is not in direct contact with the workpiece but interacts with it through another technological system – the cutting tool. This connection acts as a conductor and should transform the impressive capabilities of a high-speed spindle into improved machining results. Another element between the cutting tool and the spindle is the toolholder which is fitted into the spindle. The poor performance of this small assembly, the cutting tool and toolholder, may reduce the function of the spindle to zero. Therefore, HSM toughens the accuracy, reliability and safety requirements for the assembly of the spindle extension.
High-speed rotation generates centrifugal forces. In HSM, when compared with traditional machining methods, these forces grow exponentially and turn into a significant load on a cutting tool which determines the tool’s durability. In indexable milling, high centrifugal forces may cause insert clamping screws to break, inserts to loosen and a cutter body to fail. Formed fragments can not only damage a machine and a machined part but can be very dangerous to the operator.
In such conditions, cutting tool manufacturers are compelled to consider the design and technological means necessary to ensure appropriate reliability of their products. Hence, the focus on indexable milling cutters should consider secure insert mounting and a robust body structure.
Modular fixed torque keys provide effective options for reliable securing of indexable milling inserts.
Let us start with a clamping screw, the smallest and weakest element of a whole technological system with a great impact on the system’s reliability. The same can be said about the clamping screw in relation to a high-speed indexable milling cutter. Applying dynamometric keys controls the tightening of the clamping screw. However, ensuring the torque is tightened sufficiently is not enough to reliably operate the cutter. Intelligent design is directed to minimize the dynamic load on the clamping screw.
ISCAR’s milling cutters HSM90S FAL-22 are intended for efficient milling of aluminium at high-speed rates. They carry large-size inserts that enable up to 22 mm (0.866″) depth of cut. The cutter insert pocket has a protruding ridge on the seat bottom surface, and the lower face of the insert has a matching groove which fits into a ridge when assembled. This eliminates insert radial displacement due to strong centrifugal forces at high-speed milling and improves load distribution on the insert clamping screw. The cutter design facilitates reliable milling in a rotational speed range of up to 31000 rpm.
rugged design of 90° indexable milling cutter ensures efficient milling aircraft components from aluminium at high-speed rates. The required tightening torque for an insert clamping screw and maximum RPM are necessary marking details.
To reduce centrifugal forces, a cutter body should be axially symmetric and highly balanced. There are international and national standards and norms that specify tool balancing grades. When designing indexable milling tools intended for HSM, it is very important to ensure the mass distribution of the body is symmetrical with the body axis. As this theoretical balance relates to a virtual object, it cannot replace the physical balancing of a real body if needed but can substantially diminish the mass unbalance of a future product making the “physical” balance much easier.
It is known that the ambition of a tool design engineer is to make an indexable cutter body, and in particular, an insert pocket surface, as hard as possible in order to increase wear resistance. However, the higher the hardness, the faster the body of a rapidly rotating tool breaks down. Hence, finding an optimal equilibrium between strength and wear is another important task in searching for effective HSM tool solutions.
Solid tools feature higher accuracy and better axial symmetry when compared with indexable cutters. Typically, solid tools are less in diameter and naturally require higher RPM, even for the same cutting speed. This explains why the majority of HSM tools are solid.
Normally, such tools are made from coated cemented carbides, although in recent times cutting ceramics as a tool material has become popular for high-speed machining of high-temperature superalloys. Nevertheless, selecting a solid tool, especially milling cutters for HSM may be difficult.
Normally, the overhang-to-diameter ratio for solid carbide endmills (SCEM) is greater when compared with indexable tools. Such a feature, in combination with a flute shape that weakens a tool cross-section, demands specific attention to the vibration strength of a SCEM.
ISCAR’s 7 flute solid carbide endmill, intended for HSM, features different helix angles, variable pitch, and chip-splitting grooves on the cutting edges.
To improve chatter stability, tool engineers often make a tooth angular pitch unequal, and a flute helix variable. This violates the principle of axial symmetry and may give a reverse result. Therefore, an optimal, intelligent design for solid carbide endmills requires engineer ingenuity and appropriate compromising.
Having highly engineered a balanced vibration-proof tool is half the battle. We have already mentioned the toolholder that is mounted on a high-speed spindle. So, what’s the use of an ideal tool if a far more massive toolholder is not suitable for HSM?
In HSM, the dynamic characteristics of the tool cannot be separated from a toolholder. For example, balancing the tool should be done in assembly with the toolholder – this is a single way to fulfil requirements of accuracy, reliability and safety.
Modern CAD/CAM systems ensure estimating the dynamic behaviour of various products based on their 3D models. Providing such models for cutting tools, toolholders and various accessories is a typical feature of today’s serious tool manufacturer. In fact, we are proud to acknowledge that in recent years, ISCAR has significantly expanded its digital twin assembly options in the e-catalogue.
To conclude, high-speed machining has influenced the need for specific requirements of a cutting tool and toolholder. By meeting these demands, HSM has become a trusted highly engineered, high-speed spindle operation with maximum efficiency.
For more information, please contact ISCAR South Africa (PTY) LTD – Tel: 011 997-2700.
NORIS DRILLREX UNI (left) and
NORIS DRILLREX C UNI (right)
REIME NORIS recently expanded its product portfolio with a new segment and will offer core hole and thread production from one source from now on.
More and more difficult tasks in the production of threads require constant further development by both the user and the manufacturer of the tools. In order to create an optimal basis even at the beginning of this demanding process, REIME NORIS presents its two newly developed twist drill types NORIS DRILLREX UNI (DIN 6537 L) and NORIS DRILLREX-C UNI (DIN 6537 K with countersunk chamfer).
These reliable solid carbide twist drills with internal coolant supply cover a wide range of applications with their universal geometry, which increases the economic efficiency through reduced tool costs.
NORIS DRILLREX UNI (left) and NORIS DRILLREX C UNI (right)
The perfect interaction of the proven TIBLU coating, optimised tungsten carbide substrate and ultra-smooth flutes enables the best possible chip removal with excellent surface finishes without hardening – the ideal basis for threading.
The portfolio is based on the common core hole dimensions for tapping and thread forming of the thread types M, MF, UNC, UNF, MJ, and G – starting with Ø 2.8 mm to Ø 20.0 mm.
For more information, please contact Duncan Macdonald – Tel: 011 444-4345.
REIME NORIS presents a new internal thread mill cutter for universal use in a great variety of materials; it can be used for a wide range of range of thread pitches.
The profile design of these single-row thread mills provides a maximum pitch for the production of metric standard threads and also covers the pitches of common metric fine threads. Furthermore, it is possible to machine all intermediate pitches for any thread with 60° profile angle, such as the American UN threads.
The tools are available for M1 to M16 in 2xD and 3xD usable lengths. With shank diameter 8 mm and above, they have a coolant bore.
Made from an ultrafine grain carbide grade and refined with a TICN (titanium carbon nitride) coating, the tools show excellent performance in almost all technical materials. The process reliability and flexibility of these thread mills are absolutely convincing, especially for materials that are difficult to machine or for eventually required deep and deep-set threads.
Noris EIR HR
For more information, please contact Duncan Macdonald – Tel: 011 444-4345.
ULTRA COMPACT SIMULTANEOUS 5-AXIS HIGH PRECISION VERTICAL MACHINING CENTER FOR THE MEDICAL DEVICE MARKET
Kitamura Machinery, the premier manufacturer of precision horizontal, vertical and 5-axis machining centers, adds to its 5-axis line up with the MedCenter5AX vertical machining centre. This ultra-compact 5-axis VMC brings with it the largest work envelope in its class and offers unparalleled precision, accuracy and speed for expanded machining capability in the machining of highly complex, multi-sided parts in one setup.
The MedCenter5AX employs an X, Y & Z axis, and additional tilting A-Axis (+/-120 deg.) and a rotary C-Axis (360 deg.) with a 0.001 deg. minimum indexing command. Machining of high precision, complicated parts like orthopedic implants or aerospace parts can be completed in one operation, reducing the overall machining process. The maximum work piece size (Dia. xHeight) of Ø220mm (8.7”) x 175mm (6.9”) and maximum table load capacity of 20Kg (44lbs) allow for incredible flexibility and versatility in the machining of smaller highly precise, highly intricate parts.
Standard high speed, direct drive 4th and 5th axis rotary tables offer smooth simultaneous 5-axis movement for complex cutting applications. Rigid in design and equipped with high resolution optical scale feedback on all axes, the MedCenter5AX offers the precise accuracies needed (positioning accuracy of ±0.002mm (±0.000079”))/full stroke for a wide variety of small part machining.
Kitamura’s standard high speed 30,000minˉ¹ 18kw (24.5HP) direct drive, HSK-E40 spindle offers superb rigidity an ultimate stiffness in spindle construction and function while allowing for super fine finish capabilities. Ideal for small diameter tools and hard milling, the MedCenter5AX offers a standard air through spindle feature for dry cutting and is also equipped to handle up to 1000psi coolant thru the spindle for deep hole drilling requirements.
The MedCenter5AX may be compact but it is equipped with a large 40 tool magazine – a great benefit when machining more complex parts. Tool changes are a lightning fast 1.5 seconds. To assure optimum operator access and convenience when setting up tools or performing routine maintenance, the tool magazine is located toward the back side of the machine.
For increased productivity, Kitamura offers an optional 12-station automatic pallet system for running long hours of unmanned operating in the machining of both highly mixed or highvolume production parts.
Kitamura combines many standard features in our feature-rich Arumatik-Mi control. With a 5-times faster processing speed, the Arumatik-Mi CNC Controller offers a super-smooth control process for super-fast machining of complex work pieces. Featuring the latest in advanced, ultra-intuitive touch screen technology, dedicated 5-axis control functions and advanced 5-axis NC simulation and verification software, the Arumatik-Mi is your solution for easier programming, part setup and operation of complex components.
For More information, contact WD Hearn – Tel: 021 534 5351
Next generation ProtoTRAK redefines machine tool controls, making them independent of operator skills. XYZ Machine Tools’ new RX ProtoTRAK controls, available on mills and lathes, deliver significant programming efficiencies thanks to its new 15.6” touchscreen and the capacity to store defaults of regularly used machining operations.
The new ProtoTRAK control touchscreen puts all of ProtoTRAK’s advantages at the users’ fingertips. New features, such as Enhanced ProtoTRAK Assistance (EPA), provide instant access to in-depth help for users at any point in the programming/operating procedure and are aimed at improving the ease of use of XYZ ProtoTRAK controlled machines.
The EPA system addresses the change in skill sets that businesses are facing, where traditional mechanical skills with limited technology knowledge are being reversed, with the next generation having possibly lower levels of engineering/metal cutting experience, but higher acceptance of computer technology.
Our RMX control includes an Auto Geometry Engine (AGE) with built-in machining strategies that deliver advanced performance benefits. The AGE function is effectively a CAD capability within the control allowing users to overcome issues when data is lacking from drawings by automatically calculating missing dimensions during programming.
Touchscreen capability takes AGE to a new level, with the new “Tap to Guess” feature. Simply tapping the screen where the intersection or tangent point is unknown, the AGE software calculates the dimension data. AGE is also used in both profiles and pockets and enhances the RMX capability to machine pockets with an unlimited number of islands located within their boundaries.
Aligned with pocket machining, a range of machining strategies can be called on with the new RMX ProtoTRAK control and include a new Adaptive Toolpath feature which can drastically reduce cycle times on complex milling cycles; this feature is more commonly found on high-end CAD/CAM systems.
ProtoTRAK RX controls retain the option for a DXF Converter and here the touchscreen technology delivers substantial advantages with the ability to mix DXF and manual programming during program generation, giving the user total flexibility facilitated by the touchscreen.
The latest generation of ProtoTRAK RX controls continue the evolution with new, innovative ways of reducing programming and cycle times yet, maintaining the original concept of ProtoTRAK to make things as simple and easy to use as possible.
“This concept has seen ProtoTRAK controlled machines continue to make up a high proportion of our sales,” says Nigel Atherton, Managing Director of XYZ Machine Tools. “While at the start of the development process, we spoke to customers and asked what they wanted to see from ProtoTRAK, 95 per cent of what was listed has come to fruition in the RX ProtoTRAK controls.”
To see just how the new ProtoTRAK control can assist your productivity simply request a demonstration from PBS Machine Tools to highlight its ease of use.
For more information please contact PBS Machine Tools – Tel: 011 914-3360.
The VTX-II series is the latest version of VTX series that belong to the TapMill range of machining centres and are renowned for their high production efficiency and compact floor size.
In this new generation, the VTX-II series provides two models for satisfying different machining demands, namely the high torque type and high efficiency series.
The VTX-II high torque type not only provides the machining torque equal to a medium-sized machining center, but also keeps its originally outstanding rapid traverse performance of 60m/min.
The VTX-II high efficiency type on the other hand has outstanding spindle acceleration/deceleration performance, which provides fast spindle orientation to the tool changing point and dramatically saves cycle time and additionally, making it suitable for tool room applications.
Compared with conventional belt-driven spindle machines, the VTX-II series is standardly equipped with a direct-drive spindle for better rigid tapping performances and furthermore, solving the problem of short usage life of the spindle belt.
The A-shape column design and roller type linear guideway ensure dynamic stability under rapid traverse of 60m/min with the 1.2G acceleration force.
High Torque type
The new VTX-II high torque type has an 84Nm torque output, and its performance is higher than the conventional tapping centre making it a true, high performance milling centre.
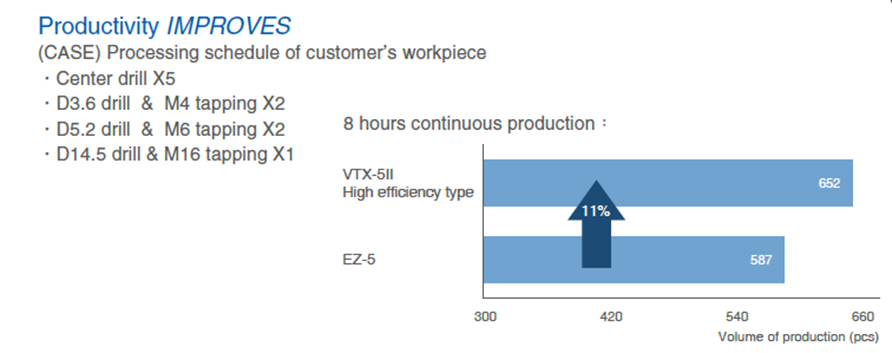
High Efficiency type
The new VTX-II high efficiency type has a spindle speed of 9,000 rpm making it suitable for high speed machining applications. After a test, the saving in cycle time compared to the previous model is up 11%.
Additional features included in this new range of machines are designed to make them independent of operator skills.
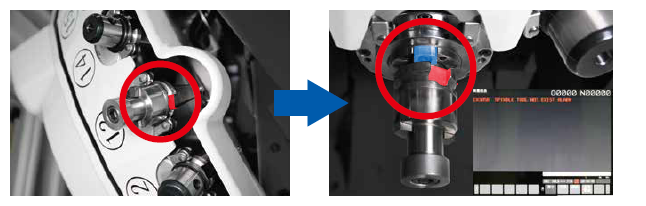
By example, the VTX-II is equipped with a clamping error inspection function to avoid tool damage caused by human operating errors, while guarantying machining quality.
Clamping error inspection
When the tool doesn’t clamp completely, due to incorrect placement and if the drive block does not locate correctly into the drive slot of the holder, the clamping error inspection function informs the control, which in turn displays an alarm message.
For more information please contact PBS Machine Tools – Tel: 011 914-3360.
Neway CNC Equipment Co offers a cost effective range of vertical machining centres, which are manufactured at the company’s modern manufacturing plants in Suzhou China.
Neway’s excellent manufacturing and quality control capabilities are maximized by the use of latest equipment from well-known international brands including Zayer, Kellenberger, Starragheckert, Swiss SIP, Renishaw and Shenck. They hold ISO and CE certification.
Neway’s Chinese manufacturing operation is supported by the group’s head office in Texas USA and a sales and support centre in Germany.
Neway CNC Equipment currently offers a range of moving table vertical machining centres which range in table size from 750 x 420mm to 1800 x 800mm. This range is available in the following table sizes, VM740 – 750 x 420mm, VM950 – 950 x 520mm, VM1150 – 1100 x 520mm, VM1260 – 1200 x 600mm, VM1360 – 1350 x 600mm, VM1580 – 1500 x x800mm, VM1780 – 1700 x 800 and VM1880 – 1800 x 800mm.
The VM740, VM950 and VM1150 models are fitted with BT40 spindle tapers. These three models are available as a lower specification S series with a Fanuc 0i-Mate-MD controller or a higher specified H series which are supplied with a Fanuc 0i-MD controller. The VM1260 and VM1360 models are fitted with BT 40 spindle taper as standard and can be supplied with a BT50 spindle taper as an option.
The VM1580, VM1780 and VM1880 are only available as H series specification with Fanuc 0i-MD controllers and have BT50 spindle tapers as standard. With the exception of the VM740, which has a 20 tool magazine, all models in the range come with a 24 tool magazine and arm type tool changer.
The complete series of models from VM740 to VM1880 in the S and H range have linear guideways on all three axis. The additional HR series which is available in sizes from VM950 to VM1780 feature box guideways as opposed to linear guideways. Full enclosure guarding and chip conveyors feature as standard equipment across the entire range.
Factory fitted optional equipment includes 4th axis rotary tables, through spindle coolant, workpiece measuring and toolsetting probes systems. Spindle oil cooling systems and coolant water/oil separators are available on request.
To complement the range of vertical machining centres, Neway CNC Equipment offers the VM640D drilling and tapping machine. This machine has a table size of 650 x 400mm, a 16 position cam type tool changer with a 1.6 second tool change, a spindle speed of 15 000 rpm, X and Y axis rapid feed rates of 48 meters per minute and a Z axis rapid feed rate of 60 meters per minute. They come fitted with the Fanuc 0i MD controller.
For more information, please contact Machine Tool Promotions – Tel: 016 931 1564.
Easy to use NC Merge feature in Hurco’s conversational control software means CAD/CAM is only needed for programming complex 3D contours
Six Hurco 3-axis VMCs carry out a majority of prismatic machining in the toolroom at the headquarters of plastic packaging manufacturer Berry M&H in Beccles, Suffolk. Although the firm dates back to 1973, the first Hurco machines, a VM10i and a VMX30i, did not arrive until 2015 when the assets of another toolmaking company were acquired, including its machines.
Prior to that, manual knee-type mills were followed by 3-axis CNC milling machines and then a succession of machining centres with automatic tool change. All of the CNC machines, although of various makes, were fitted with the same G-code-based brand of control system to provide commonality for the convenience of the staff.
Aluminium chuck for Berry M&H’s printing department
Berry M&H’s toolroom manager Kurt Knights, who has been with the company for over 20 years advised, “When we started using WinMax conversational software in the Hurco control, it made shop floor programming far easier and quicker for our operators – and it also simplified training new people.
“Most programs we prepare take advantage of the Hurco’s NC Merge feature. Complex parts of a cycle for contour-milling 3D mould surfaces are output from either NCG CAM or SolidWorks CAD/CAM systems in our design department and the file is imported directly into the control.
“Conversationally programmed blocks prepared at the machine using WinMax are then automatically merged in the control with the offline content into a single program for milling the block parts of our moulds.”
Offline code generation for a mould takes typically 10 hours, while the shop floor element is completed in around two hours, much faster and more simply than is possible on a machining centre driven by a G-code control. It quickly became apparent that the Hurco/WinMax combination was perfect for Berry M&H’s requirements, which centre mainly on fast-turnaround production of moulds from 170 mm wide Alumec 89 billets. Most moulds comprise neck, body and base blocks manufactured from this high strength aluminium alloy, held together by a steel back plate.
Two new Hurco VM5i 3-axis VMCs were purchased for machining these moulds, as well as for new tool development that was formerly the province of the CNC mills, all but one of which have now been sold. The VM5i was chosen as it has a generous 457 x 356 x 356 mm working volume in a compact 1.6 x 2.9 metre footprint. It suited the toolroom space and layout well and was correctly sized for machining the company’s moulds. Four halves at a time are fixtured, each of which takes about three hours to machine. The resulting 12-hour cycle is more than sufficient for a full light-out shift overnight.
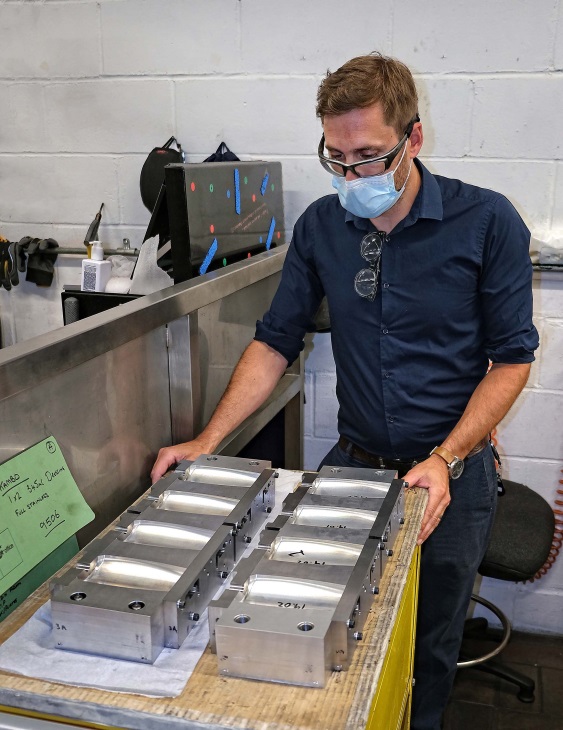
Kurt Knights with a set of SS Moulds
As the size and performance of the two VM5i machines were ideal, the decision was taken in 2019 to buy a third, this time for producing items such as printing chucks, bracketry and other general, non-mould items for different departments across the Beccles site. It brought in-house a lot of previously subcontracted milling, delivering considerable financial savings.
In November 2020, a larger Hurco VM30i with a 1,270 x 508 x 508 mm working volume was purchased that Knights described as “a superb machine and excellent value for money”. The investment was down to Berry M&H’s decision to move more strongly into the production of bigger moulds up to 700 mm wide and with up to six cavities.
There had always been a requirement for this size of tool and their production was previously subcontracted out, so this expense is now also saved. Both Alumec 89 and 1.2316 stainless steel are used, the latter as it has good thermal conductivity and wear resistance and is also magnetic, allowing a mould to be clamped conveniently on the bed of a grinding machine.
Berry M&H designs, develops, produces and prints to British Retail Consortium standards a large range of plastic bottles, jars, tubs, flexible tubes, closures, caps and dispensing systems. The packaging solutions are sold into the personal care, healthcare, pharmaceutical, nutritional, pet care, automotive and household product markets.
The company has an extensive range of almost 5,000 standard products and also offers bespoke design, prototyping and moulding services. There are 12 manufacturing sites across the UK, mainland Europe, America and Australia, Beccles being the headquarters. Knights’ department produces blow moulds and injection moulds for all of the group’s factories, except for the Australian site.
For more information, contact Hurco – Tel: (011) 012 259 1375


















")