The MULTI-MASTER system, an innovative range of assembled tools with exchangeable cutting heads, was originally introduced by ISCAR at the start of the 21st century, making the product as old as the era itself. Despite its age, the MULTI-MASTER has demonstrated remarkable longevity and remains highly popular in the metal cutting industry. Moreover, although the concept provoked widespread doubts initially, it paved the way for numerous competitors to develop similar solutions based on the same elements.
The MULTI-MASTER design centers the cutting head in the tool body using a short taper, ensuring face contact through elastic deformation of the body’s female taper area, while the head is secured in place by a threaded connection. Initially, the use of threads was met with significant scepticism, as threading can act as a stress concentrator in cemented carbide, the hard but brittle material used for the exchangeable heads. Such conditions can present a potential weakness, an Achilles’ heel, in the design. However, the introduction of a specially engineered thread profile provided an elegant solution to this problem, effectively settling these hesitations. This innovation inspired many companies to adopt threaded connections for cutters with exchangeable carbide heads. As a result, almost every leading brand now includes such cutters in their product ranges.
What benefits of the MULTI-MASTER family explain its longevity? Which features contribute to the product’s enduring success in the industry? These frequently asked questions are worth further consideration.
First, the MULTI-MASTER concept is based on three key elements, the product’s design triad, taper centering, face contact and the connection thread, which together provide significant advantages. Taper centering ensures high accuracy, while face contact uses the head overhang within strict tolerance limits, resulting in excellent dimensional repeatability of the assembly. The threaded connection makes replacing the heads simple and operator friendly.
Owing to its high accuracy, the MULTI-MASTER stands as a strong competitor to solid carbide tools. Maintaining the head overhang within close tolerances meets the requirements of the important “no-setup time” principle, as replacing a worn head does not require additional setup operations. The head can be changed without removing the tool from the machine, which significantly reduces machine downtime. This is an important attribute of assembled tools for tomorrow’s smart manufacturing.
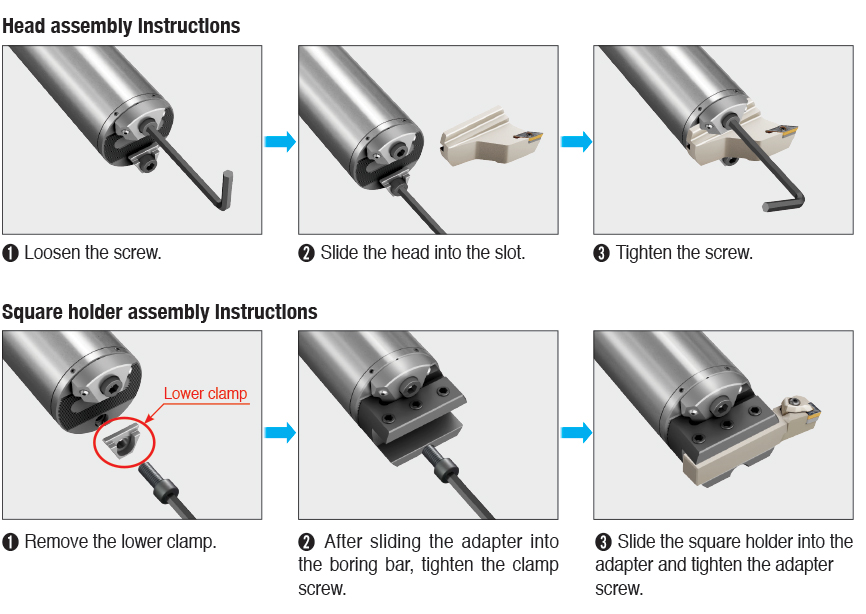
The thread connection allows the tool body to mount different cutting heads and vice versa, transforming the body into a universal holder and thereby reducing both tool inventory and storage needs. The bodies (referred to as “shanks” in MULTI-MASTER terminology) are made of steel, cemented carbide with considerable stiffness, or heavy metal, which offers excellent vibration-dampening properties. Moreover, the wide selection of MULTI-MASTER adapters, extensions and reducers simplifies tool customization, ensuring the optimal tool configuration for specific applications and diminishing the need for special tools.
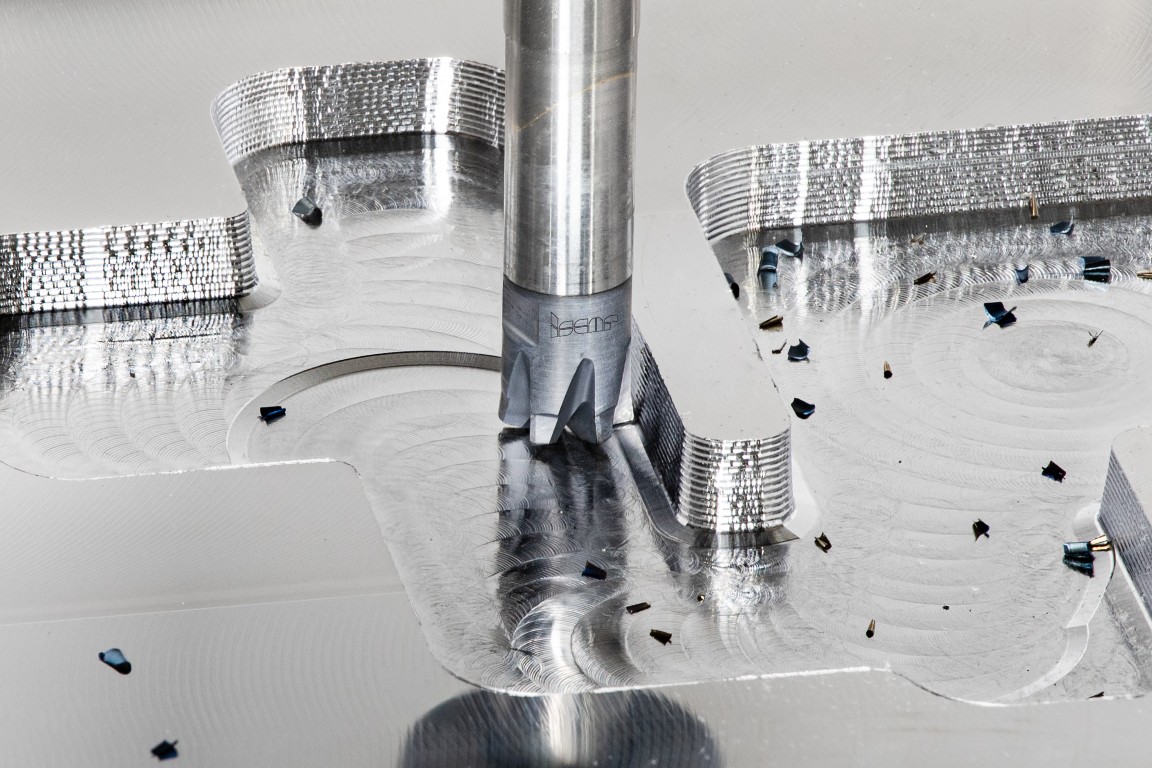
All of this enables thousands of efficient assembled tool combinations for a broad range of machining applications, including milling, holemaking, threading, engraving and even gearing.
Additionally, the MULTI-MASTER system features another characteristic that makes it particularly relevant today. In recent years, the prices of tungsten-containing ores and raw materials have risen rapidly, due to various factors. This has led to a significant increase in the cost of tungsten carbide, a primary material for cutting tools, which in turn, has had a major impact on overall tooling costs.
As a result, manufacturers in the metalworking industry are reassessing their priorities, and the need for cost-effective tooling solutions that can substantially reduce expenses has become more important than ever. Given these circumstances, the MULTI-MASTER system stands out, as it offers impressive opportunities for economizing on tungsten carbide. This makes it a truly groundbreaking solution for today’s challenges. A MULTI-MASTER assembly approaches the performance of a solid tool not only in terms of accuracy. The extremely rigid connection between the head and shank gives the assembly stiffness comparable to that of a monolithic design. In the MULTI-MASTER system, the advantageous combination of accuracy and rigidity, enhanced by the system’s versatility, offers a valuable, cost-effective alternative to solid carbide tools.
Over its more than 25-year history of continuous innovation, the MULTI-MASTER system has developed a rich product portfolio. Its application range includes milling shoulders, slots, planes, 3D surfaces, threads, gears, splines, chamfering, drilling and countersinking. Beyond exchangeable solid carbide heads, the system now incorporates heads with indexable inserts, significantly expanding its versatility. Though major developments have reached their natural limit, ISCAR engineers continue to introduce new products, keeping the MULTI-MASTER family fresh and dynamic. These new designs, whether prominent or subtle, demonstrate that the MULTI-MASTER story logically (logIQally!) continues. Let’s look at several recent additions.
Solid Carbide Milling Heads
The assortment of MULTI-MASTER’s standard-line solid carbide heads is extensive, encompassing a wide variety of shapes, including cylindrical, tapered, ball-nose, disc-type, toroidal and others, within a nominal diameter range of 5–32 mm. While it may seem that this diversity fully satisfies design requirements, ISCAR continues to expand the line with new products each year.
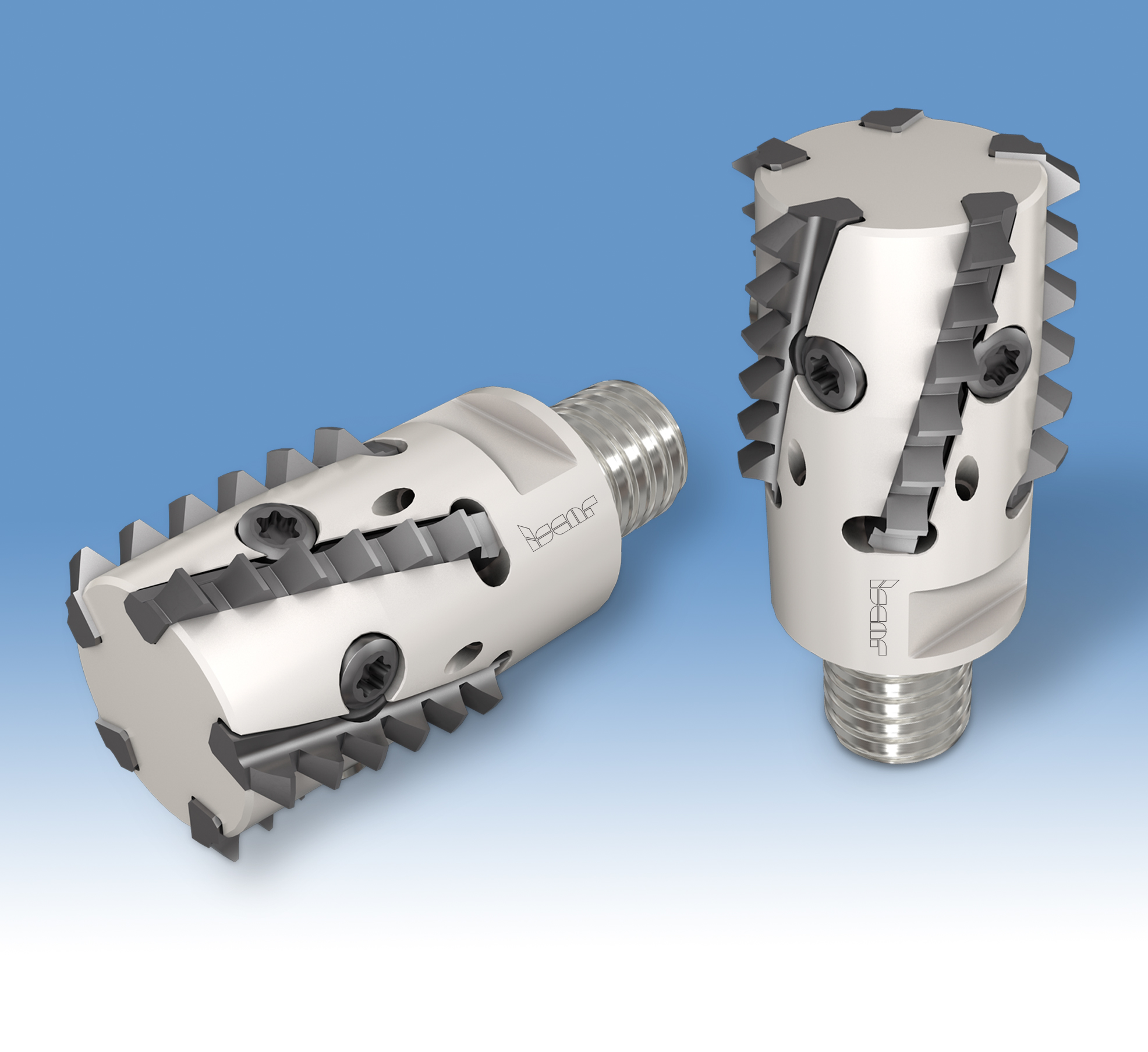
Among the latest additions are six-flute high-feed milling (HFM) heads for efficient roughing, capable of machining steels hardened up to HRC 65; six-flute dovetail groove milling heads with cutting edge angles of 120° and 135°; and four-flute, 32-mm-diameter heads for milling aluminium and other ISO N materials, featuring an anti-chatter design, sharp cutting edge and polished rake face. The increased number of flutes is intended to promote productive machining combined with rational and sustainable utilization of carbide material.
Shanks
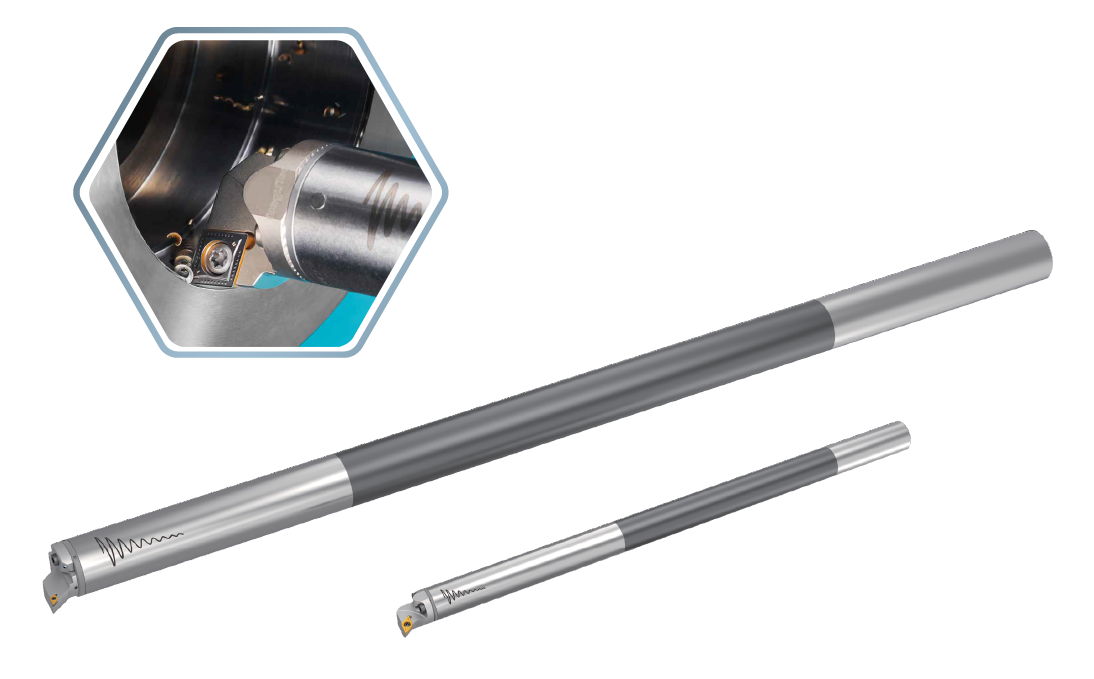
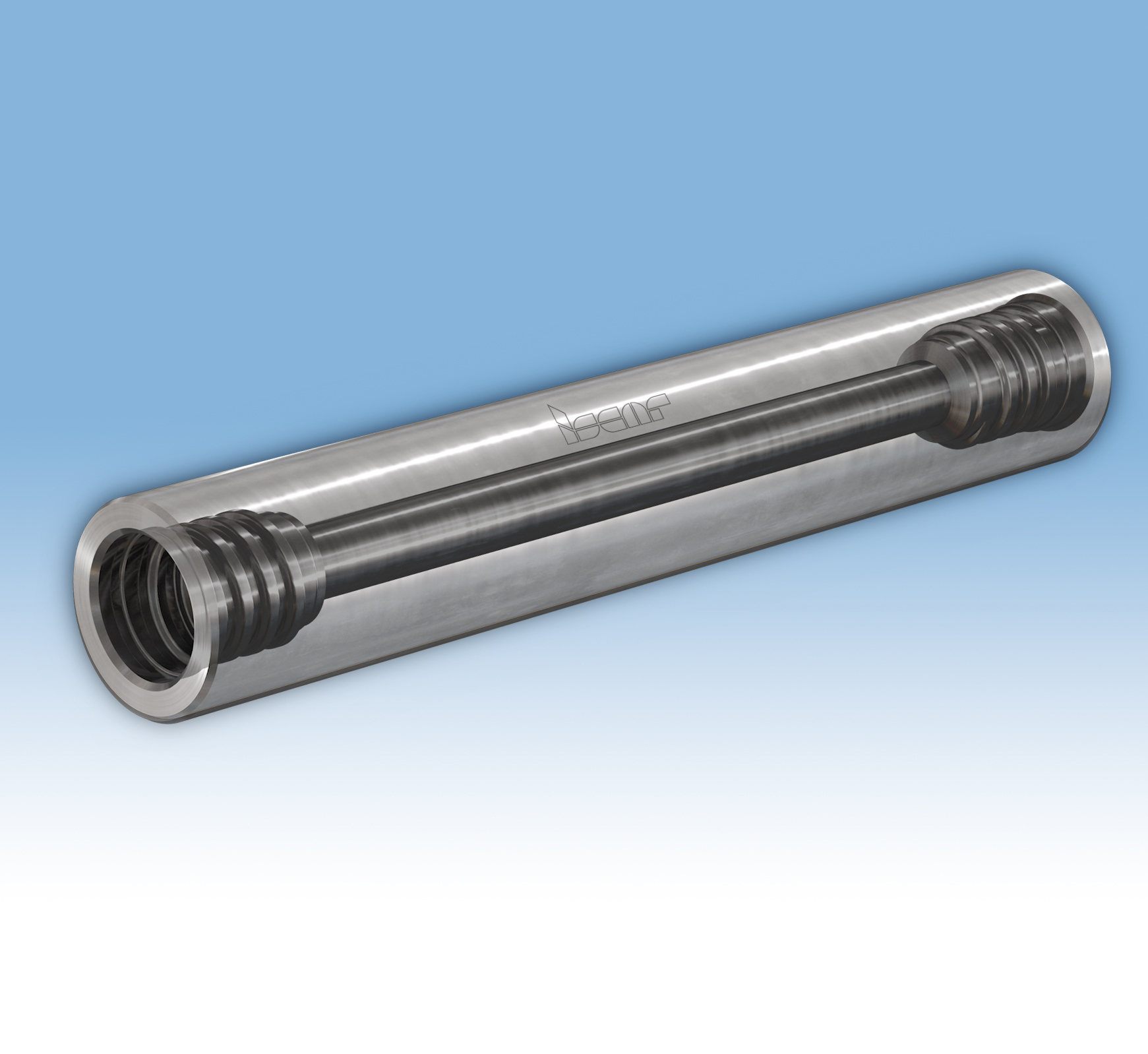
Recently, ISCAR introduced new MULTI-MASTER anti-vibration shanks featuring an innovative assembled-structure concept, a carbide body integrated with a built-in vibration-damping mechanism. Such a combination of a high-stiffness material and an oscillation-absorbing mechanism dramatically improves dynamic performance by minimizing vibrations during cutting. As a result, these shanks enable enhanced performance in long-reach applications and under unstable machining conditions.

Another seemingly minor, yet highly valuable, addition is the double-sided shank design. This design incorporates two head pockets on opposite ends of the shank and a central through-coolant hole, offering a cost-effective solution that can help reduce customer tool inventory.
Threading Solutions
MULTI-MASTER threading products include various exchangeable heads with both full and partial thread profiles of 60° and 55°, known for their impressive reliability and dimensional repeatability. This range is continually expanding with the introduction of new heads. One of the latest developments is the high-performance thread milling head with spiral single-sided inserts.
The helical cutting edge ensures smooth and stable cutting, which significantly reduces cutting forces and power consumption. The benefits of the helical edge are especially pronounced when thread milling with a high tool overhang, particularly when using the new anti-vibration shanks.
Holemaking Products
In hole making applications, the MULTI-MASTER line now offers three-flute solid carbide heads. These heads combine the highly efficient three-flute concept, which originates from ISCAR’s LOGIQ-3-CHAM family, with the exceptional robustness of the MULTI-MASTER system. Thanks to this combination, the tool is particularly effective for shallow drilling operations, especially when machining materials that produce short chips.
A similar interfamily combination is seen in the modular drilling heads that incorporate key design elements from the successful SUMOCHAM family into the MULTI-MASTER platform.

This new development provides the customer with a flexible drilling solution that is easily adaptable and simple to set up for a range of applications.
The history of MULTI-MASTER, which began more than a quarter-century ago, continues to be a story of success. Its versatile tool system has not only withstood the test of time but has also made a significant impact on the development of cutting tools. The MULTI-MASTER concept has yet to reach its full potential and continues to evolve, consistently providing masterful solutions for a wide range of metal cutting operations.
For more information, please contact ISCAR South Africa (PTY) LTD – Tel: 011 997 2700.