Unexpected downtime is a huge problem to any industry. It can be especially damaging to 24/7 non-stop factories. To address this problem, FANUC is introducing a new software package using technologies of Industry of Things (IoT) or Industry 4.0. This package is called Zero Down Time or ZDT.
The aim of ZDT is to constantly monitor all robots in real time to ensure that downtime doesn’t happen at all. ZDT delivers real time information about:
• Mechanical Health
Reducer diagnosis, servo motor and brake health, motor torque monitoring, servo alarm recoding and many more
• Process Health
Operating status, vision detection results, servo gun status for spot welding and many others
• System Health
Error information, memory usage, CPU and network load and many others
• Maintenance Health
Great change time, battery replacement time, lubrication of balancers bushes and other important parts and other maintenance parts.
All information can be centrally managed on a server and can be sent in real-time to remote devices such as smartphones and tablets.As well as a robot-only configuration, it is also possible to select the most suitable configuration for your environment, such as a cell-by-cell or factory-by-factory.
ZDT enables enhanced productivity by proactively detecting potential equipment issues before unexpected downtime occurs, while providing advanced analytics and reporting to help optimise equipment utilization in areas such as Smart Maintenance notifications to extend equipment life and optimise maintenance costs and recommendation of actions to extend robot life, reduce cycle times and energy consumption, while offering enhanced technical support services to increase productivity and overall customer satisfaction.
For more information, please contact FANUC South Africa – Tel: 011 392-3610.
DMG MORI considers the automation of its
machine tools to be the decisive foundation
of the digital factory.
Automated machines are crucial components of a digital factory and are therefore an integral part of Industry 4.0. DMG MORI is the pioneer of digitalization in machine tool construction and considers automation to be a strategic future-orientated field.
The latest examples of DMG MORI’s automation expertise are the Robo2Go 2nd Generation for flexible workpiece handling on lathes and the wide range of pallet handling systems. A PH 150 with up to twelve pallets and a maximum load capacity of 250kg is displayed on a DMU 65 monoBLOCK. A DMU 85 monoBLOCK is presented for the first time by DMG MORI with the new PH 400. Both palette handling systems are a part of the DMG MORI automation portfolio, which includes a total of 50 solutions in the area of workpiece and pallet handling systems. The latter are additionally divided into linear and rotary magazine systems, whereby the workpiece handling systems are available in robot or portal loading variations.
With an integral approach, Joint Venture DMG MORI HEITEC considers itself to be a supplier of modular, perfectly coordinated automation solutions. DMG MORI HEITEC supports DMG MORI in the development and realization of flexible automation solutions, such as work-piece handling. The automation expertise for pallet handling is directly integrated into the production plants of DMG MORI.
The interplay between engineering from the DMG MORI production plants and automation expertise on the part of DMG MORI HEITEC provides the user with a customized, integrated and reliable solution – and everything from a single source. “In essence, we implement modular manufacturing cells and systems on the basis of a building block system, which allows them to be individually set up and customized,” explains Kai Lenfert, joint managing director of DMG MORI HEITEC GmbH together with Markus Rehm. This is a decisive factor, particularly for small and medium-sized companies. Problem solving is what counts at DMG MORI HEITEC and thus value creation in the long term.
It is also about incorporating important implications of automation throughout the entire production process. Kai Lenfert provides a simple but obvious example: “A customer that develops an automated system for unmanned nightshift must also be capable of making available the required resources beforehand and during further processing.” The more complex the task, the more detailed the planning needs to be for the system and above all, integrated into value creation.
Integral overview with digital engineering.
Due to the direct interaction with the DMG MORI plants, DMG MORI HEITEC can already plan and optimize every automation project very specifically and optimized for the customer based on virtual mapping and in real time. Digital engineering with the depiction of real plants and machines through the digital twin and the analytical predictability of events are seen by DMG MORI HEITEC as an important building block for networked and intelligent production. Even specific component programs can be run virtually for the customers already prior to installation on the computer. This creates a high degree of investment security for the customer, guarantees fast installation and commissioning on site and ensures an incomparably fast production start. The cycle times can be reduced by up to 80 percent in this way. Above all, equipped with knowledge gained from the virtual results of the digital engineering, the customer can already precisely asses during the decision-making phase how the system will affect the process chain and what the company may potentially need to do to guarantee efficient operation of the system and its entire production process.
Processes can be quickly and easily created with the Robo2Go 2nd Generation even without any knowledge of robot programming.
The new second generation Robo2Go can be operated on the CLX and CLX series turning centers as well as the turn and mill complete machining centers from the CTX TC series. The flexible robot automation is easy to operate via new software. The processes can be directly created with the Robo2Go 2nd Generation based on predefined program modules and even without any knowledge of robot programming. This means that teaching a new workpiece takes less than 5 minutes, making the Robo2Go 2nd Generation an ideal and flexible solution for small and medium-sized batches.
PH 400: Automation for up to 800 kg loading.
With a load capacity of up to 800kg, the PH 400 in the DMG MORI portfolio is an ideal complement to the rotary magazine.
After the success of the PH 150 palette handling system, which has already been installed by DMG MORI over a hundred times, the machine tool manufacturer is expanding its palette automation portfolio with the new PH 400 – an ideal addition to the proven rotary magazine.This means that the DMU monoBLOCK and duoBLOCK series can now also be loaded with large palettes. The load capacity of the PH 400 is 530 kg in the version with twelve palettes and 800 kg if designed for six or eight palettes. With maximum workpiece dimensions of ø 850 mm diameter and 1,000 mm height, the PH 400 is an ideal automation solution for the DMU 80 P duoBLOCK and DMU 90 P duoBLOCK.
For more information, please contact Retecon – Tel: 011 976-8600.
The additive manufacture of large-volume plastic components is a timeconsuming undertaking. Researchers at the Fraunhofer Institute for Machine Tools and Forming Technology IWU have now developed Screw Extrusion Additive Manufacturing (SEAM), a system and process that is eight times faster than conventional 3D printing.
3D printers that build small souvenirs layer by layer from melted plastic are often used at tradeshows. It can take up to an hour to produce a pocket-sized souvenir. This process is far too slow for the mass-production of components, as required by the automotive industry, for instance. A system from the Fraunhofer Institute for Machine Tools and Forming Technology IWU in Chemnitz is now taking 3D printing to a new level: The system’s high-speed technology takes only 18 minutes to produce a plastic component that is 30 centimeters high. A team of researchers at the Fraunhofer IWU has developed this technology for the additive manufacture of large-volume resilient plastic components. Tool manufacturers as well as the automotive and aerospace industries benefit from the innovative 3D printer that achieves eight times the process speed. This printer uses the SEAM – short for Screw Extrusion Additive Manufacturing – process developed at the Chemnitz Institute.
How does SEAM achieve these high process speeds? “By combining machine tool technology with 3D printing,” says Dr. Martin Kausch, a scientist at Fraunhofer IWU. To process the plastic, the researchers use a specially designed unit that melts the raw material and ejects it at a high output rate. This unit is installed above a construction platform that can be swiveled in six axes by using the motion system of a machine tool. “So far, this combination is unique,” says Dr. Kausch. The hot plastic is deposited in layers on the construction platform. The motion system of the machine ensures that the construction panel slides along under the nozzle in such a way that the previously programmed component shape is produced. The table can be moved at a speed of one meter per second in the X-, Y- and Z-axes and can also be tilted by up to 45 degrees. “This enables us to print eight times faster than conventional processes, enormously reducing the production times for plastic components.”
Every hour, up to seven kilograms of plastic are pressed through the hot nozzle with a diameter of one millimeter. Comparable 3D printing processes, such as Fused Deposition Modeling (FDM) or Fused Filament Modeling (FLM), usually achieve only 50 grams of plastic per hour. A unique feature is that, instead of expensive FLM filament, SEAM processes free-flowing, cost-effective standard plastic granulate into resilient, fiber-reinforced components that are several meters in size. This method allows material costs to be reduced by a factor of two hundred.
SEAM allows researchers to implement complex geometries without supporting structures. The highlight is that the new system even makes it possible to print on existing injection-molded components. “As our construction platform can be swiveled, we are able to print on curved structures with a separately moving Z-axis,” says Kausch. “In tests, we were able to process a wide variety of plastics. They ranged from thermoplastic elastomers to high-performance plastics with a 50 percent content of carbon fiber. These plastics are materials that are particularly relevant to industry and cannot be processed with traditional 3D printers.”
The first printer of its kind in the world will be demonstrated for the first time at the Hannover Messe 2019.
The Industrial Development Corporation (IDC) has approved a R500 million funding scheme to support start-up companies, expansions and empowerment acquisitions in the downstream plastic sector over a period of five years, starting in 2019.
Sonia Keulder from IDC’s Chemical Products and Pharmaceuticals strategic business unit.
The scheme will provide debt and equity-type finance at reduced return requirements, to support the sector’s re-industrialization and adjustment. Specific focus is given towards environmental sustainability, diversification to higher value products and industry modernization. Investments will be capped at a maximum of R35 million per transaction, for successful applicants. It will specifically support one of IDC’s developmental outcomes, which is facilitating sustainable direct and indirect jobs; promoting of entrepreneurial development and growing the SME sector and increasing localization of production.
The South African Downstream Plastic sector consists of an estimated 1,800 small and medium enterprises (SMEs) employing around 43,000 people. It adds value to locally produced surplus polymers, and its unique impact lies in its contribution and linkage to almost every value chain in the economy. “The development of plastic products is perceived as an important enabler in the development of diverse manufacturing capabilities in various sectors” said Sonia Keulder from IDC’s Chemical Products and Pharmaceuticals strategic business unit. “The scheme aims to support the growth and sustainability of companies that have improved their competitiveness and diversified their product range and increased usage of their recycled material” Keulder said.
The sustained positive trajectory in production of the broader manufacturing sector is encouraging but still volatile, says Steel and Engineering Industries Federation of Southern Africa (SEIFSA) Economist Marique Kruger.
SEIFSA Economist Marique Kruger.
Speaking after the release of manufacturing production figures by Statistics South Africa (Stats SA), Kruger said “although the year-on-year output had consecutively decreased in the three months leading to December 2018, production was still positively trending”. The encouraging performance has continued into the new-year as companies stay buoyant despite a generally softening domestic business confidence and business expectation. However, the volatility in the data is more pronounced when analyzed on a month-to-month basis.
The latest preliminary seasonally-adjusted data published captures a year-on-year increase in production in the broader manufacturing sector in January 2019 when compared with December 2018. Manufacturing production increased by 0,3% in January 2019 compared with January 2018. On a month-to-month basis, output in the broader manufacturing sector decreased by 2,0% percent in January 2019, compared with December 2018.
“Despite the encouraging long-term performance in the wider manufacturing sector, a major concern still remains, as the largest negative contributions in the three months ended January 2019 were made by the broader metals and machinery cluster of industries. In addition, the apprehension is that of a broad-based weakening in activity in industrial production – including the mining, electricity, gas and construction sectors impacting negatively on manufacturing, given the high level of interdependence,” Kruger said.
She added that moreover, the manufacturing sector continues to face headwinds underpinned by increased volatility, low domestic demand, high petrol prices which compounds logistics costs of companies and increasing energy cost. She said encouragingly, the expansion in annual output in January 2019 provided a basis for companies to increase their capacity towards higher production and profits, driven by a firming domestic and regional demand.
“SEIFSA is confident that companies in the broader metals and engineering cluster will continue to stay resilient despite the continuous headwinds and less than required improvement in domestic demand. This is important towards ultimately growing the domestic economy and sustaining current job levels,” Kruger concluded.
International demand for Ford’s trendsetting Ranger pickup reached an all-time high in 2018, with Ford’s Silverton Assembly Plant in Pretoria having shipped a total of 68 364 units to export markets – a substantial 16.2% increase compared to 2017.
Combined Ranger production for the domestic and export markets for 2018 ended on 98 505 units, 8 383 more than the previous year. This is the highest annual production volume to date for Ford’s South African operations, with December 2018 reaching a new monthly record of 11 091 combined Ranger sales.
“It was an extremely busy and successful year for our export business in 2018, as we attained our highest-ever production volume for the Ford Ranger and boosted our export volumes by 16.2% to retain our undisputed leadership of the light commercial vehicle (LCV) export segment,” says Neale Hill, Managing Director, Ford Motor Company Sub-Saharan Africa Region.
“This was achieved despite the extensive changes and upgrades implemented at the Silverton Assembly Plant over the past 18 months,” he adds. “We invested over R3-billion in preparation for even higher production capacities for 2019 and beyond, as well as for the imminent launch of the first-ever Ford Ranger Raptor, along with the new Ranger and Everest models due later this year.”
The Ranger is becoming increasingly popular amongst European buyers, both for commercial and leisure vehicle applications, thanks to its wide breadth of capabilities, its proven performance, outstanding quality, leading-edge technologies and exceptional safety.
The bulk of Ranger exports were destined for European markets, with Ford of Europe notching up a final tally of 51 500 sales in its 20 traditional ‘EU20’ markets. This gave the Ranger unrivalled leadership of the pickup segment, claiming 27.7% market share – up 1.4 percentage points year-on-year.
“We are delighted to have won such a prestigious award. It’s a validation of the hard work we put in consistently to attract and retain investors at the Coega Special Economic Zone (SEZ),” says Dr. Ayanda Vilakazi, CDC unit head brand, marketing and communications.
The category won by the CDC seeks to encourage the expansion of investment into the South African economy. It recognizes efforts and commitments by local and global companies to create jobs and stimulate the economy through investment across all industry.
Since inception in 1999, the CDC as a SoC involved in the development of the Coega SEZ and as one of the leading infrastructure development and facilities management agency in the country (IA) has created 112,974 jobs (direct and indirect). In the 2017/18FY including year to date as at February 2019, the CDC created a total of 19,402 jobs. This is accompanied by 8210 during peak season operational jobs created as a result of the 43 operational companies located at the Coega SEZ. Mindful of the importance of skills and training, the CDC has further trained in excess of 92,583 people since inception.
The clarion call made by President Cyril Ramaphosa to raise $100 billion (R1,4 trillion) over the next five years keeps us wide awake. In an effort to encourage growth in Foreign Direct Investment (FDI) for the Sub Saharan region, the Coega SEZ has dedicated much of its long-term strategy to focus on investment opportunities, which seek to secure a firm position for Africa globally. As a result, Coega SEZ is recognized as the leading SEZ in Africa and a gateway to world markets.
“The SEZ’s strategic location and adjacency to the deep water Port of Ngqura has seen it become a springboard to investors looking to explore the greater African market. “Our location is unique; it provides an opportunity for potential investors to penetrate the African market,” adds Vilakazi.
The Coega SEZ serves as a one-stop metropolis for all things export-related, it currently boost 43 operational investors (local and international). Over eighty percent (80%) of these companies have seen an increase in their productivity and profits since starting operations in the zone, with the benefits being felt throughout the Eastern Cape and in areas where the CDC is operating.
“This has led to the Coega SEZ becoming home to various leading Fortune 500 companies seeking access to a wider market. At the Coega SEZ there are currently 43 operational investors with an investment portfolio in excess of R7-billion including investors playing both in the African and wider global market. By year end 2019/20, the CDC is projecting an increase in the number of operational investors in the Coega SEZ to 50 worth R8,24 billion in Foreign Direct Investment (FDI),” adds Vilakazi.
Eric Bruggeman, CEO at the South African Capital Equipment Export Council (SACEEC), says that in the majority of cases there is simply no reason for the African market to source products outside the continent.
“The innovation and quality of locally produced goods is exemplary and we believe that this message needs to be conveyed to those people responsible for the procurement of goods within organizations. By partnering with Specialised Exhibitions Montgomery, we are providing a showcase for local manufacturers at an inaugural event.”
AC Valves
The Local Southern African Manufacturing Expo (LME), which is endorsed by the Premier of Gauteng, David Makhura, will be held at the Expo Centre, Nasrec from 21 to 23 May 2019. The event, which will also include free-to-attend seminars hosted by SAIMechE, has attracted a wealth of local manufacturing intellectual property and expertise.
The expo will also play host to an AREI (Association of Representatives for the Electronics Industry) Pavilion and the Skills Development Zone hosted by the Artisan Training Institute (ATI). AREI represents the interests of the electronics industry in South Africa and aims to contribute to the creation of an environment which encourages a dynamic growth of the electronic manufacturing
Fabchem
industry, at both component and system level, in South Africa.
The Artisan Training Institute (ATI) will use the Skills Development Zone ATI to display their technical skills in an interactive workshop setting. ATI is making a substantial difference in the technical training environment as it drives quality training throughout its operations.
Nxco Mining Technologies
The organizers have signed an agreement with the Mandela Mining Precinct wherein the Southern African Institute of Mining and Metallurgy (SAIMM) will host the SA Mining Supply Chain Conference and Workshop alongside the Local Southern African Manufacturing Expo on 22 and 23 May.
“We are very excited about the potential of the Expo to ignite business ties between our local manufacturing sector and industry captains from Africa and abroad. It’s time for local manufacturers to share their offerings with the market. This event will present the exhibitors with a captive target audience and allow industry procurement specialists to source high-quality locally-manufactured products,” says Charlene Hefer, portfolio director for Specialised Exhibitions Montgomery.
To visit the Local Southern African Manufacturing Expo 2019 or to find out more information about the exhibition visit the website at www.localmanufacturingexpo.co.za
The company’s Vision 2020, which aims for no one to be killed or seriously injured in a new Volvo by 2020, is one of the most ambitious safety visions in the automotive industry.
But realizing that technology alone will not get it all the way to zero, Volvo Cars is now broadening its scope to include a focus on driver behaviour.
Research by Volvo Cars has identified three remaining concerns for safety that constitute so called gaps in its ambition to completely end serious injuries and fatalities in its cars, with speeding a very prominent one.
“Volvo is a leader in safety: we always have been and we always will be,” said Håkan Samuelsson, president and chief executive. “Because of our research we know where the problem areas are when it comes to ending serious injuries and fatalities in our cars. And while a speed limitation is not a cure-all, it’s worth doing if we can even save one life.”
Apart from limiting top speeds, the company is also investigating how a combination of smart speed control and geofencing technology could automatically limit speeds around schools and hospitals in future.
“We want to start a conversation about whether car makers have the right or maybe even an obligation to install technology in cars that changes their driver’s behaviour, to tackle things like speeding, intoxication or distraction,” said Samuelsson. “We don’t have a firm answer to this question, but believe we should take leadership in the discussion and be a pioneer.”
The problem with speeding is that above certain speeds, in-car safety technology and smart infrastructure design are no longer enough to avoid severe injuries and fatalities in the event of an accident. That is why speed limits are in place in most western countries, yet speeding remains ubiquitous and one of the most common reasons for fatalities in traffic.
The BMW Group has secured a major order from INEOS Automotive Ltd. for the delivery of petrol and diesel engines.
The contract is a further important step in the BMW Group’s strategy to expand its business providing drivetrains to industrial customers.
The powerful and efficient BMW TwinPower Turbo engines are destined for INEOS Automotive Ltd.’s new off-road vehicle project under a contract that foresees the delivery of a high-range five-digit number of engines. With this agreement, the BMW Group opens up additional sales channels and taps new growth potential.
“Our company is famous for efficient high-performance engines that are among the best in the world”, said Pieter Nota, Member of the BMW AG Board of Management responsible for Sales and Brand BMW and Aftersales BMW Group. “We offer a broad range of premium, tailor-made drivetrain technologies and services for carmakers and other customers and believe this is a business area with real growth potential.”
BMW Group engines with the latest fuel-saving technology have been crowned International Engine of the Year in their class many times in recent years.
The BMW Group operates a global sales and licensing business for its combustion engines, electric batteries and vehicle platforms as part of its dealings with clients inside and outside the car industry.

 The aim of ZDT is to constantly monitor all robots in real time to ensure that downtime doesn’t happen at all. ZDT delivers real time information about:
The aim of ZDT is to constantly monitor all robots in real time to ensure that downtime doesn’t happen at all. ZDT delivers real time information about: Great change time, battery replacement time, lubrication of balancers bushes and other important parts and other maintenance parts.
Great change time, battery replacement time, lubrication of balancers bushes and other important parts and other maintenance parts.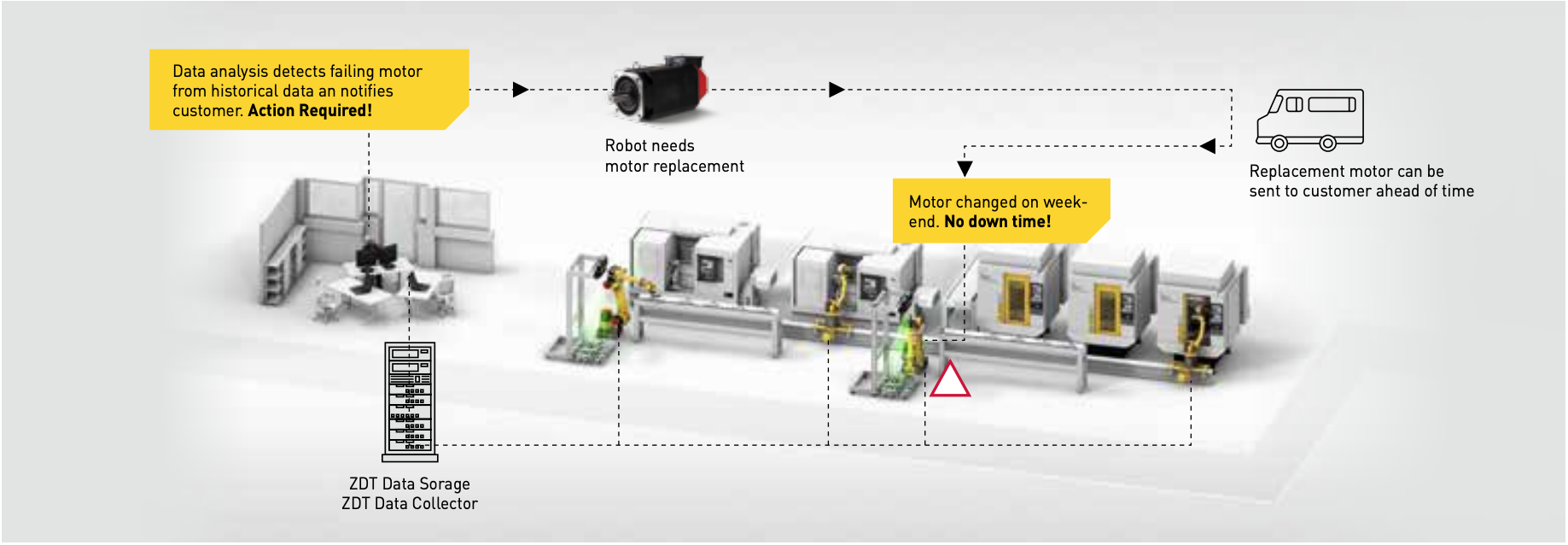 For more information, please contact FANUC South Africa – Tel: 011 392-3610.
For more information, please contact FANUC South Africa – Tel: 011 392-3610.