CNC machining is quicker and certainly more accurate than conventional milling machines and there is no need for constant monitoring while in use. Taking this into account, MJH Machine Tools have a solution to suit customers’ needs. Featuring an entry level CNC control, our Ctek CNC milling machine is the first step to CNC machining.
As long as the operator has basic knowledge on using a DRO, he can, within a few hours, be taught how to program and run the machine. There is no need for G code knowledge as the control is conversational, using a question and answer format. The software is simple to use with graphic input in basic machinist language. The control has options for standard operation modes such as drill, tap, bore, contour and pocket programming, which is ideally suited to general engineering work without a need for external programming packages.
The latest Ctek’s come with linear guides on all three axes for better accuracy and speed, as well as a direct spindle drive motor and an improved Z axis motor with inline break which eliminates the need for a counterbalance. The Ctek can be fitted with a 4th axis within a matter of hours and programmed from the standard Ctek control.

The Ctek range has six x-travel sizes, 800mm, 1000mm, 1500mm, 1800mm, 2000mm and 2500mm. These machines are available in open type or fully enclosed depending on the customer’s requirements. All spares are available ex stock at a fraction of the cost compared to other controls. With hundreds of these machines sold throughout South Africa since 1997, it is not surprising that Ctek CNC milling machines have been the first step to full CNC machining in many workshops.
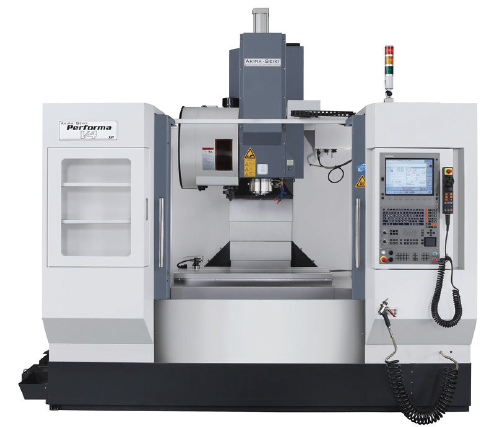
Should there be a requirement for a high performance machining centre for super fine finishing and accuracy, the Akira Seiki is the machine to consider. Spindle power ranging from 15HP on the Junior series to 42HP on the Super Vertical range and spindle speeds from 9000rpm to 15000rpm guarantee high quality surface finish.
Akira Seiki machines come standard with spindle oil chillers, inner spindle air chiller, coolant through spindle, pneumatic counter balance, chip screw conveyor, quick change ATC and 4th axis preparation.
The Mitsubishi Mi745 is the preferred control on these machines, however, Fanuc is an option but not always available ex stock Durban or Johannesburg. So, whether you need a machine for small batch jobs or production work, the Ctek and Akira Seiki machines are certainly to be considered.
For more information, contact MJH Machine Tools – Durban Tel: (031) 705 7514 or Johannesburg Tel: (031) 705 7514


 Compact, highly dynamic, high-precision 5-axis HSC machine with counter bearing and special Röders geometry compensation.
Compact, highly dynamic, high-precision 5-axis HSC machine with counter bearing and special Röders geometry compensation.



 To further ensure ideal geometry and accuracy, the a120nx has a number of systems in place to manage the heat generated by rapid traverse of 2,126 inches per minute. For one, the ballscrews are core-cooled in all axes to give consistent accuracy during continuous production. Moreover, the ballscrews are all dual supported and pre-tensioned to ensure unparalleled dynamic positioning repeatability. Feature-to-feature movement distances on large parts are typically much greater, so rapid traverse rates were increased for the a120nx in order to cover these expansive distances quickly.
To further ensure ideal geometry and accuracy, the a120nx has a number of systems in place to manage the heat generated by rapid traverse of 2,126 inches per minute. For one, the ballscrews are core-cooled in all axes to give consistent accuracy during continuous production. Moreover, the ballscrews are all dual supported and pre-tensioned to ensure unparalleled dynamic positioning repeatability. Feature-to-feature movement distances on large parts are typically much greater, so rapid traverse rates were increased for the a120nx in order to cover these expansive distances quickly. Chip and coolant management features are often overlooked and result in interrupted operations, increased labor costs, machine damage, part-quality issues and reduced tool life. The a120nx enables shop owners to avoid these challenges with supplementary management features, including a sloped surface to remove obstacles between the workpiece and an external chip conveyor, letting chips fall freely. The trough design facilitates rapid chip and coolant evacuation and reduces maintenance needs with a solid panel Z-axis cover design. A standard cyclonic filter provides ultra clean coolant to the through spindle coolant pump and acts as a secondary coolant filter, polishing coolant in the main tank.
Chip and coolant management features are often overlooked and result in interrupted operations, increased labor costs, machine damage, part-quality issues and reduced tool life. The a120nx enables shop owners to avoid these challenges with supplementary management features, including a sloped surface to remove obstacles between the workpiece and an external chip conveyor, letting chips fall freely. The trough design facilitates rapid chip and coolant evacuation and reduces maintenance needs with a solid panel Z-axis cover design. A standard cyclonic filter provides ultra clean coolant to the through spindle coolant pump and acts as a secondary coolant filter, polishing coolant in the main tank.