Solid carbide tool accuracy compares favorably with that of indexable tools, particularly for small-diameter endmills and for tools with diameters beyond the range. However, the role of reduced accuracy for tools of small diameter (for example, a milling cutter’s radial runout) increases in significance as a factor affecting tool life.
An indexable tool is made up of a tool body, replaceable inserts and mechanical parts such as clamping screws or wedges, which secure the inserts in the body. Decreasing the tool diameter necessitates reducing dimensions of the assembly components. Reducing the size of the securing elements leads to weakening their strength and the tool becomes unable to withstand cutting loads under normal machining data. This seriously limits the tool application; further decreasing may cause degradation of the entire assembly structure.
The prices of small rotating tools are often high compared to the assembled concept, which adds to the perceived limitations of indexable tools in the small diameter range.
The Indexable Option.
Indexable tools possess several distinct advantages that makes applying these tools within the above range very attractive in the eyes of the customer. In many cases, especially in rough machining, changing a worn cutting edge by simple indexing provides economic benefits compared with having to replace a whole life-expired solid tool with a new tool. In addition, there is no need to use up time and resources on regrinding and recoating worn-out onepiece cutters.
Tool manufacturers have made significant progress in developing reliable designs thatcould be commercially viable against the solid carbide concept. Work in this direction has shown results already and assembled mills and drills with interchangeable cutting heads are proving to be a realistic alternative to solid carbide tools.
Competitive Performance
The introduction of tools with replaceable solid carbide cutting heads signifies a change in focus. ISCAR provides two examples of this concept with the ISCAR MULTI-MASTER milling line and the CHAMDRILL line in drilling.
Performance and accuracy characteristics have positioned the new tools to be functionally competitive with solid carbide designs. Versatility of these lines, where a head can be mounted in different bodies and vice versa where a single body can carry different heads, facilitates various assembly combinations and contributes to reducing items in tool stock.
Another important design approach – “no setup time” – characterizes these lines, as a wornout head does not require spending time on set-up and can be replaced while the tool is still clamped in the machine tool spindle. This cuts cycle time and consequently, reduces production costs. In contrast, replacing a worn-out solid carbide mill or drill inevitably leads to a new set-up procedure.
In addition, the concept ensures sustainable use of cemented carbide with all the associated advantages. The principle of indexable carbide tools has distinct merits and features strongly in tool design within the diameter range that is under discussion. The minimal diameter of MULTI-MASTER milling heads is 5mm and that of SUMOCHAM drilling heads is 6mm, while the MULTI-MASTER combined countersink heads for center drilling feature a minimal 1mm diameter.
The LOGIQ factor
ISCAR has recently introduced a new range of small-size indexable rotating tools under its new LOGIQ line campaign. The company proposes several families of cutters with a nominal diameter of up to 20 mm. A brief look at some of these families can provide a clearer understanding as to whether the new tools will be able to breach the solid stronghold wall.
The new families of indexable milling cutters within the diameter range of 8-16 mm attract the most interest. They have several common features: the cutters carry triangularshape inserts with 3 cutting edges and the mechanical part that secures the inserts is represented by a screw. These families are intended for milling square shoulder or fast feed (high feed) milling. But here the similarity ends, and the difference begins. While the design of the HELI3MILL and MICRO3FEED families for tool diameter 10-16 mm is committed to the classical principle of insert securing, by clamping screw through the central hole of an insert, the NANMILL and NANFEED families for tool diameter 8-10 mm have adopted another concept.
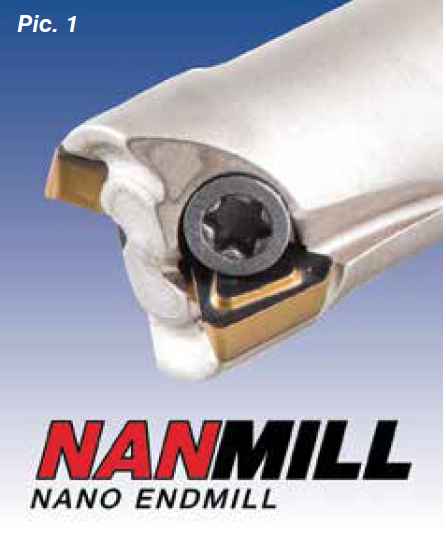 Within such a small diameter range, the central clamping screw, as noted previously, does not provide an acceptable solution. According to the new concept, the screw is located above the insert, and the screw head plays the role of a wedge (Pic. 1). This approach provides reliable and rigid clamping, ensures a durable homogeneous insert structure with no hole, and allows insert indexing to be quick and simple.
Within such a small diameter range, the central clamping screw, as noted previously, does not provide an acceptable solution. According to the new concept, the screw is located above the insert, and the screw head plays the role of a wedge (Pic. 1). This approach provides reliable and rigid clamping, ensures a durable homogeneous insert structure with no hole, and allows insert indexing to be quick and simple.
It is predicted that these new families will be particularly effective in manufacturing compact parts and in machining smallin- size cavities, pockets and small parts utilized in industrial sectors such as die and mold making, as well as in producing miniature components.
 Small change, large impact
Small change, large impact
A 1mm change in size: is this a lot or a little? For indexable tools in the small diameter range, it makes a noticeable difference. ISCAR’s new SUMOCHAM 5mm diameter drilling head represents an important step ahead in expanding the application fields of indexable drills (Pic. 2).
Within the small diameter range, indexable tools can offer precision and performance advantages that position them competitively against the more traditional solid carbide tools. Indexable tools are beginning to shear their way into metalworking practices – and the industry is taking note.
For more information, please contact ISCAR South Africa – Tel: 011 997-2700.





 Following free-of-charge registration at www.clubofmetalworking.de, members receive an individual welcome package with their personal club card. A newsletter informs them every six to eight weeks about news from the sector and important trade fairs, while the club automatically provides freeof- charge season tickets for EMO Hannover and METAV. In addition to free use of the public transport network for visiting the fair, members can also use their club cards to enjoy numerous services free of charge, like a fast lane for accelerated admission, the cloakroom or the Club of Metalworking’s lounge. What’s more, exclusive club meetings provide ideal opportunities for networking, so as to give the club a personal face.
Following free-of-charge registration at www.clubofmetalworking.de, members receive an individual welcome package with their personal club card. A newsletter informs them every six to eight weeks about news from the sector and important trade fairs, while the club automatically provides freeof- charge season tickets for EMO Hannover and METAV. In addition to free use of the public transport network for visiting the fair, members can also use their club cards to enjoy numerous services free of charge, like a fast lane for accelerated admission, the cloakroom or the Club of Metalworking’s lounge. What’s more, exclusive club meetings provide ideal opportunities for networking, so as to give the club a personal face.
 For example, after a successful first contact, the aim is also to place communication on a broader basis. The club is open to all metalworking experts, irrespective of their job descriptions and qualifications, emphasizes Schäfer, “what our members have in common is a passion for metalworking. From trainees to purchasers, from skilled workers to managing directors, every member is more than welcome.”
For example, after a successful first contact, the aim is also to place communication on a broader basis. The club is open to all metalworking experts, irrespective of their job descriptions and qualifications, emphasizes Schäfer, “what our members have in common is a passion for metalworking. From trainees to purchasers, from skilled workers to managing directors, every member is more than welcome.”









