A complete machining solution, the newly-designed Lynx 2100 and Lynx 2600 2-axis horizontal turning centres have a small footprint but deliver huge productivity gains. The machines are tough, reliable and get down to business fast.
If you make complex parts out of tough-to-machine materials, the PUMA 2100/2600(II) Y-axis series is your new go-to. The Y-axis is a beautiful thing. Thanks to its integrated Y-axis and integral drive spindles, the PUMA 2100/2600(II) lets you handle the part from beginning to end on one machine, put simply, it’s a productivity godsend.
While delivering superior machining performance, the machines are equipped with a 15kW high-power motor together with the Lynx 2600Y/SY featuring an 18kW motor, respectively. The maximum turning diameter is 300mm and maximum turning length 510mm with the Lynx 2600Y/SY featuring 380mm and 610mm, respectively. Providing excellent cutting capability and high reliability, the Lynx 2100 and Lynx 2600 are equipped with a low vibration/noise spindle, a servo-driven turret and a full slideway cover to prevent leakage and chip ingress.
EOP, grease type lubrication and a rear side double-purpose chip conveyor are supplied for improved user convenience.
For further information, please contact PUMA MACHINE TOOLS – Tel: (011) 976 8600.
With Hyundai WIA’s experience as a world-class FA (Factory Automation) business, the company delivers automation systems to diverse industries all over the world, while continuously improving productivity.
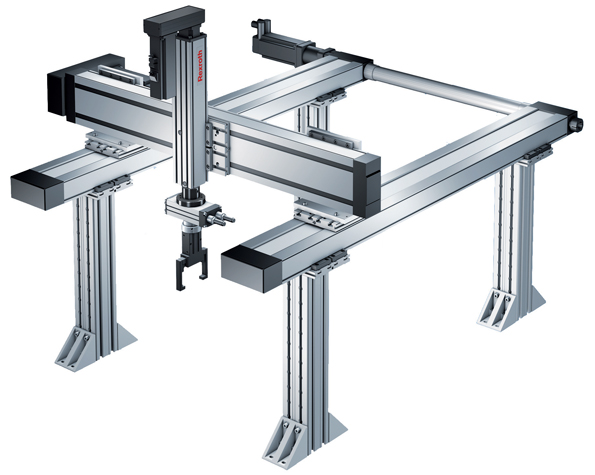
Gantry Automation
Gantry automation is an automation method using a stocker and gantry loader. The gantry loader transfers raw material from a stocker to the machine automatically in order to start the machining process. Gantry automation provides good equipment access during operation, easy work monitoring, program modification and maintenance. In addition, a small installation area facilitates optimized factory layout.
Hyundai WIA has delivered more than 10,000 robots around the world. With its know-how and experience, the company is globally recognized as a giant in the field of automation.
Established 45 years ago, manufacturer of cut to length lines, machine tools and special purpose machinery A.P. Design has always taken advantage of new technology, including intelligent servo drives. While even today small machines are fitted with PLC’s, we now upload links via the internet to PLCs & HMIs.
Together with latest technology available, comes the need for smart interfaced advanced field devices. These range from a sub miniature infra-red sensor to vision recognitions systems. With the vast amount of options available we can build machines that are much more cost effective and user friendly.
At our company all design work is done on Autodesk Inventor 2019 work stations. These software packages allow A.P. Design engineers to system check the functionality of machines prior to being built, which includes FEA (Finite Element Analysis).
All components used in the building of machines including electronic and system interfaces are manufactured in-house.
While A.P. Design provides press shop turnkey solutions and automation of presses and guillotines, the company also manufactures vibratory bowl feeders for small parts, servo drive roll feeders and eccentric presses. Our servo roll feeders come in any length required. While the units are controlled by a closed loop servo drive, models are available from 200mm to 1 250mm wide. We have strip feeders available up to 400mm wide and 400mm feed length x 4mm thick. Smallest available 38mm wide and 50mm feed length x 1mm thick with feed accuracy ± 0,15 per 0,5m.
Our range of products also includes two-in-one decoiler straighteners used to straighten material from coil for subsequent use in a strip feeder or electronic roll feeder; this material will then be fed to a press or guillotine. Coils over 2 000kg and more than 1 100mm in diameter and 200 to 1250mm width can be fed.
A wide range of custom made hydraulic presses are available from 30 to 1 000 tons. These are either simple machines with a cylinder and platens or maybe more complex with die cushion.
We manufacture decoilers in a number of varieties, widths and tonnage with small units from 500kg and a width of 100mm to 30 tons and 2 500mm wide. These units can be non-motorized (Haul-off ) or fully motorized with electronic controls.
Our cut to length lines (CTLL) will comprise of a decoiler, feeding the coil into a leveler. The leveler will straighten the steel and an encoder will measure the steel to the correct length for cutting. Most CTLL have guillotines fitted which will do the cutting. Some CTLL have slitters fitted (blanking line) which will cut the material into strips and then recoil the steel onto spools or into coils. Most CTLL are run by a PLC and HMI screen which are programmed to do batch cutting and setting parameters. The operator will programme the length and number of pieces required, and the unit stops when the programme is finished. For increased production a flying shear is incorporated. These units can handle 30 ton coils and widths of material up to 2 020mm.
Our vibratory bowl feeders are used to orientate parts and feed them to down line assembly machinery by means of a vibrator pack and an aluminium spiral track bowl ranging in diameter from 150mm to 710mm and various track sizes. Typical feed rates are 40 to 200 parts/minute.
We have manufactured special purpose machinery for the production of roll-on deodorants, making bricks and even roof tiles. Most car manufacturers have A.P. Design equipment in their plants. We help to keep the railways running and help to make industrial diamonds.
For more information, please contact A.P. Design – Tel: 011 010-0495.
The final and largest piece of Ford Motor Company’s R15.8-billion investment puzzle for its South African operations has slotted into place with its new Frame Line commencing operations in preparation for the start of Next-Generation Ranger production later this year.
Located in the Tshwane Automotive Special Economic Zone (TASEZ) adjacent to Ford’s Silverton Assembly Plant, the Frame Line is the only Ford-owned and operated chassis manufacturing facility in the world. It measures a vast 100 000m2 and boasts the most advanced robotic manufacturing and quality control systems currently available.
“Our objective with the Next-Gen Ranger is to achieve the highest-ever production volumes and quality for the Silverton Assembly Plant, ensuring that the vehicles we deliver to our customers in South Africa and in more than 100 global export markets are world-class in every sense,” says Ockert Berry, VP Operations, Ford South Africa.
“The ladder-frame chassis of the Ranger pick-up is fundamental to its overall quality, performance and durability, whether used as an everyday family vehicle or in hard-working commercial applications,” Berry says. “Accordingly, as with our new on-site Stamping Plant, bringing the manufacturing of the frame in-house allows us to carefully monitor and control every step of the production process.
“We invested in the latest robotic technologies for the welding and handling of the frame components, along with a fully automated e-coat system and robotic wax application,” Berry adds. “Rigorous quality checks are performed using advanced inspection and measurement systems, including the sophisticated three-dimensional blue light scanner system, to ensure that there are no compromises in quality.”
At the heart of the Frame Line are two identical lines that manufacture these large and heavy steel components, with 15 derivatives produced to support the various model iterations, as well as the local and export market requirements. A total of 387 hourly employees and 25 salaried staff run the Frame Line in a two-shift operating pattern – all of whom have undergone extensive in-plant training.
“The facility is 95-percent automated, relying on 585 robots to assemble and weld the frames,” says Yetheen Gengan, Area Manager for the Frame Line. “We use the latest SKS automated intelligent welding system with I&K Pulse technology to guarantee the highest level of precision welding and consistency.
DCIM101MEDIADJI_0050.JPG
“Additionally, we have more than 1 000 tools on the lines, which includes buffers and robot grippers, resulting in a seamless production process that eliminates manual handling and operations that could introduce variances in manufacturing quality,” Gengan adds.
Alongside the production area is a sophisticated multi-stage e-coat facility where the frames are completely immersed in a range of cleaning and phosphate solutions, before being submerged in an electrically charged tank where the paint is uniformly bonded to the metal. Thereafter a robotic station applies a protective wax inside the frame to provide rust protection and durability.
Rigorous quality control measures are implemented throughout the Frame Line, including in-line Perceptron measurement of every chassis produced in the plant. Furthermore, the high-tech GOM ATOS ScanBox blue light scanner system is used to create highly detailed 3D models of the entire chassis or individual sections, with the results compared to a stored design specification.
“With these advanced and extremely accurate measurement and scanning systems we are able to track real-time data to quickly identify and address any quality issues before the frame leaves the plant,” Gengan says. “All of the data is stored in our quality management system to monitor trends, and we can access the measurements and imaging data at any point should a concern be raised on any chassis we produced.”
As part of the extensive quality checks, the plant also incorporates a weld tear-down facility with world-class macro cutting and etching processes that assess the strength and integrity of the individual welds.
Once the frames are completed, they are stored in a below-ground finished goods area with a storage capacity for 6 000 units. Thereafter the frames are processed through an automated sequencing facility and moved across to the Silverton Assembly Plant where the suspension and brake components, differentials, engine, gearbox, exhaust and fuel tank are fitted in sub-assembly areas before being mated with the cab and load box on the Trim, Chassis and Final line.
“Having the Frame Line located right next door to the assembly plant is immensely advantageous, as it not only ensures that the frames are sequenced onto the assembly line in the most efficient manner, but it also eliminates the damage incurred when handling and transporting the parts by road,” Berry says. “All of this contributes to improved quality and greater customer satisfaction.”
Industry gathered in Hanover to shape the future of sheet metal working
The 26th International Sheet Metal Working Technology Exhibition, EuroBLECH 2022, ended recently after four days of flourishing business. A total of 38,076 trade visitors (FKM audited)
from around the world came to Hanover to shape the future of sheet metal working and defy current challenges. This year’s show hosted 1,300 companies from 39 countries on a net exhibition space of 86,136 square metres. A euphoric atmosphere and full order books were the results of a successful comeback of the show.
A closer look at this year’s visitor numbers reveals that a total of 35.944 unique visitors came to the exhibition grounds in Germany. Practically matching the previous edition’s stats, this is an exceptional result, especially given the difficult general conditions. Industry experts from all parts of the world came to the show for shorter but therefore more productive visits.
“It is hard to describe how we’re feeling after giving everything we had in the past four years to make this show possible. We are overwhelmed by the fantastic outcome and proud that EuroBLECH continues its critical role in bringing the global sheet metal working industry together,” says Evelyn Warwick, Exhibition Director of EuroBLECH, on behalf of the organisers Mack-Brooks Exhibitions. “This year’s edition was both special and hugely important for the whole sheet metal working industry. Judged by the exhibition space itself, you can tell as we came pretty close to the record numbers in 2018,” continues Evelyn Warwick.
A total of 62% of exhibitors came from outside of Germany to this year’s show. This represents a further increase in international attendance by 4%. According to the preliminary results of the exhibition survey, this trend continuous throughout the visitors: more than half of the trade visitors (56%) made their way to the event from outside of Germany, making EuroBLECH a truly international exhibition. Major visitor countries, next to Germany, included the Netherlands, Poland, Italy, Sweden, Turkey, Austria, Belgium, Denmark and France. Furthermore, 37% of all visitors do not attend any other trade show, which is an increase of 10% compared to the show in 2018 and underlines the importance of the event.
As the key marketplace for the industry, EuroBLECH 2022 offered its visitors the opportunity to find solutions for the current challenges in the industry and connects them with businesses from all over the world to help them integrate the latest machinery and software into their manufacturing process. The hot topics this year were digitalisation, sustainability and Industry 4.0. Many of the products and innovations shown at EuroBLECH 2022 have been developed with a focus on cost and resource efficiency.
“The visitors this year meant serious business. Almost every second person entering the gates to EuroBLECH 2022 came with the intention to invest. That’s an increase of 4% compared to the previous edition”, concludes Evelyn Warwick. Both exhibitors and visitors were highly satisfied with the show and their newly established business relations. The visitors praised the comprehensiveness and international range of the products on display, as well as the quality of the exhibition stands and the many live demonstrations of digital processes. The exhibitors appreciated the highly qualified and international audience with its high percentage of decision-makers (80%).
A great majority of the visitors came from the industry (72%), followed by visitors from trade workshops and services. The most important sectors visitors belonged to included engineering, steel and aluminium construction, sheet metal & products, the automotive industry and its suppliers, iron and steel production and electrical engineering.
In addition to the innovations and numerous live demonstrations at the exhibition stands, attendees were able to appreciate the EuroBLECH 2022 Presentation Area. The new show feature delivered 27 sessions throughout the four exhibition days, offering exciting insight into innovative companies and projects, interesting discussions and valuable networking opportunities.
Many exhibitors at this year’s show have already announced that they will exhibit again at the next EuroBLECH in 2024, which will take place from 22 – 25 October 2024 at the Hanover Exhibition Grounds in Germany.
Change has become a constant in today’s world, and adapting will be essential in any sector, even in the sheet metal industry, where many small and medium-sized companies exist. The challenges these companies face every day are enormous. Equipping them with the right tools seems crucial if we want to move the sheet metal industry forward.
One of these tools is digitalization. Having integrated systems that allow processes to be interconnected makes it possible to manage data quickly and efficiently, resulting in greater agility to adapt to the changes that occur at any given time. This seems easy, but it has been enormously complicated for these kinds of companies, which usually have limited resources to undertake this project.
A software ecosystem that breaks down barriers
There are indeed many solutions that have been born to help to digitize sheet metal cutting companies. However, the complete digitization of small and medium-sized companies, achieving a complete smart factory, is still an unfinished business in the sector. The bulk of the industry is still encountering obstacles along the way: high project costs, lack of personnel to manage tools that are complex in themselves, systems that do not meet the needs of the sector or company itself, and non-existent interconnection between the different software systems and business layers.
In short, solutions that should help a small workshop to be more agile and adaptable end up causing problems and headaches. And in the long run, users become reluctant to undertake new digitization projects because of the risk that this will be a burden rather than a benefit. That’s where systems like BySoft Suite from Bystronic come into play, a complete software ecosystem designed to digitize sheet metal companies and make the smart factory a reality for the industry.
Affordable and configurable software solution for every need
The new software solution launched by Bystronic has certain features that make it particularly suitable for small and medium-sized companies. The first feature that distinguishes this solution is its adaptability to the circumstances of each company. BySoft can be configured to adapt to any company’s digitalization status, size, and characteristics. This way, you can advance at the most appropriate pace in each case, depending on the objectives and available resources. This facilitates the path to digitization, especially for companies with a low digitization level. That can thus establish a medium to a long-term plan.
Another benefit is that it is an open ecosystem designed to interoperate with third-party machines and systems so that it can be integrated into all types of production environments. Many companies seek freedom by adopting software to integrate all their devices. BySoft Suite was developed with this vocation and can be combined with third-party systems and integrate operations outside the cutting and bending. The software connects the painting, drilling, welding, and other functions with the rest of the workshop devices so they can interoperate with each other.
Its hybrid character allows adapting the number of users at all times so that companies pay only for what they use and can adapt their costs to the needs at all times, in addition to avoiding costly initial investments. Cloud tools also make it possible to keep systems constantly up to date and enjoy all the functionalities added over time. This is a considerable advantage, especially interesting for small and medium-sized companies that, until now, saw digitization out of their reach due to the large number of resources required to undertake a process of these characteristics.
Making companies fit for the future
It is not about digitizing the industry for the sake of it. It is about helping to promote digitization that improves the prospects of a large group of companies that, until now, have not found a way to progress in digitization. It is about setting standards and helping to make the path easier so that all companies can be part of the industry’s future.
This will contribute to the sector’s progress and allow small and medium-sized companies to adapt to changes whenever needed, giving faster and more accurate responses to their customers, selecting the offers that best suit their business, or reducing delivery times. One of the great benefits of digitizing business processes is the ability to make decisions based on data, which helps generate certainty, fundamental in the current moment when changes are constant.
For more information on the please see www.bystronic.co.za or contact Bystronic on 010 410 0200.
Ever-growing need for production has resulted in companies looking for unique methods of manufacturing with faster production times, less human intervention and ultimately less cost.
Labour costs play a huge role in production and the faster a product can be produced, the higher the profits.
In sheet metal applications, this is a difficult target due to the various stages of production such as blanking, bending, welding, grinding, painting, assembly, testing and packaging. These various processes are each a headache on their own.
Beginning with the blanking process, the designer needs to have a good understanding of the completed product and its intended use or application. This person also needs to have a good understanding of the capabilities of the machinery being used as well as the materials being processed.
The automation process begins by use of a CAD draw
ing system. Rendering a 3D model in Amada’s Sheetworks 3D software, the full product can be viewed, operated / animated and broken down into single part items. This process eliminates trial production and the waste of materials, time and resources.
Ultimately, all proto-typing can be done on a PC in the 3D environment, while the customer can sign off for the start of production before a single part or sample is physically produced. The process from creating the drawing to tool fitting and programming is executed by a few clicks on the PC mouse. The automated system will then separate material types and material thicknesses, it will nest the parts according to the parameters set and will program it accordingly for the selected machine.
Once completed at the programming stage, the programs are transferred from the PC to the machine by employment of a job card with a bar code attached. The use of a bar code scanner at the machine control will instantly display the program and rendering it immediately ready for production.
The scanning of the bar code will ensure that production throughput is handled in the correct sequence, thanks to the programmer who creates a production schedule according to the importance of the work. Once ready to begin with actual production, there is an additional automation option for material storage and material handling, too. These systems (ASF-H or ASR tower storage systems) & MPL (material manipulation system) are capable of loading the raw materials onto the table of the machine, ready for production to begin. All of this is possible without the operator having to touch the sheet. Once the sheet has been processed, it is offloaded by means of the manipulator system. It then is either stacked on a pallet complete with skeleton and parts or it can be separated by means of a “TK” system. The TK system is ideal for the removal and sorting of cut parts from a nested sheet. This “picker” will remove each individual part by means of numerous suckers and will place them onto different stacking pallets – sorting parts for their next processes needed onto individual pallets. Different customers’ jobs that were nested onto the same sheet can now be separated and stacked individually without any human intervention. X3
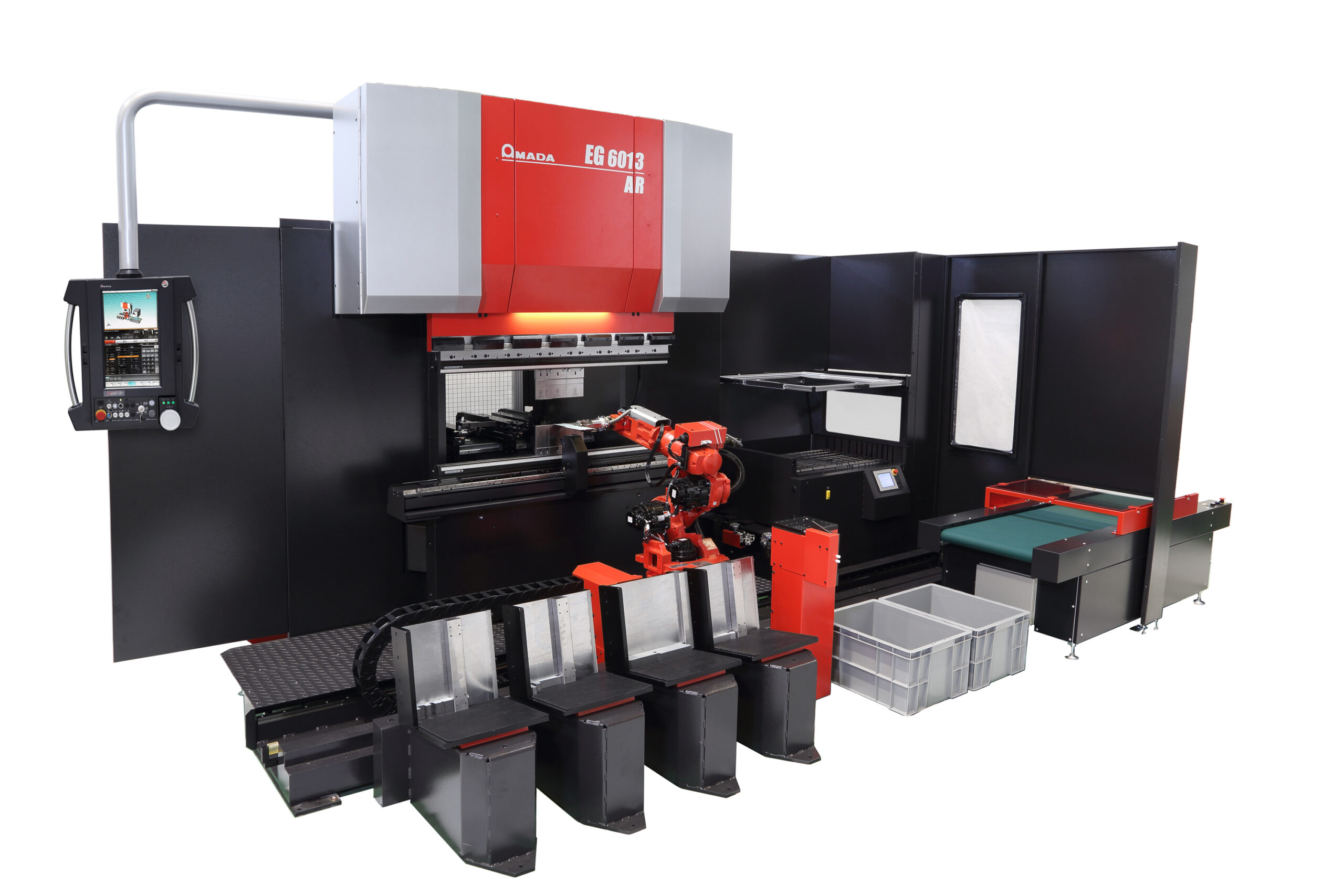
Bending can also be automated according to customers’ needs by utilizing Amada’s 3i Bend software and creating all bending programs from the initial drawing. Sequencing and tool fitting is done on the PC and trial bending on the machine is eliminated. The “teach” function on the control of the bender will assist and indicate the precise positioning of each tool as required, while prompting the operator through the bending process. In the case of the ATC (Automatic Tool Changer), the machine will automatically load and unload tooling as required for the job at hand. The ATC will drastically reduce setup times between jobs as it can load a full three meters of top and bottom tooling in just 3 minutes. Suddenly the small batch runs or single part production becomes a much faster process with far less down-time.
For long constant production runs, robotics are available to replace operators. The robotic benders are ideal for constant bending of the same parts or very large production runs. These systems are available from very small robotic systems on the EG press brakes, right up to the large – heavy duty press brakes handling parts that are too heavy for the operator.
Amada provides a total automation solution for all requirements from single sheet manipulation (MPL), to multiple sheet storage and manipulation (ASFH or ASR) to high volume sheet storage and manipulation (MARS). Everything is programmed through a central Amada data-base (VPSS3i) and fully backed by Amada’s dedicated service and applications teams.
For more information, please contact Amada – Tel: 011 453-5459.
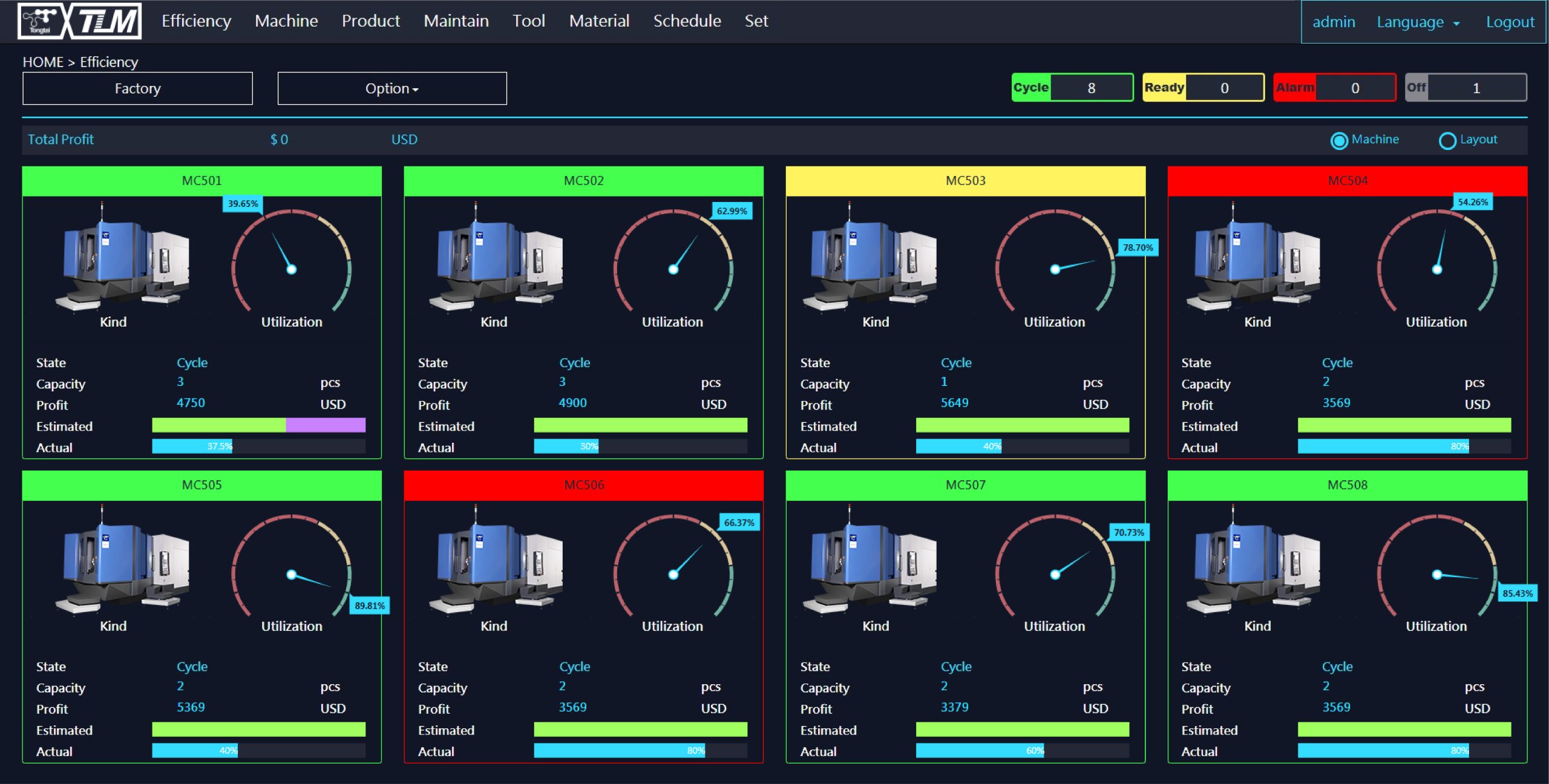
Easy monitoring of production information to manage production status at any time.
By Paul Savides, PBS Machine Tools
The current difficulties faced by manufacturing industries worldwide include a skills shortage caused by a slowing population growth rate, unhealthy dirty and dangerous working environments plus work-life balance initiatives and rising wages.
Circumstances that affect work performance have led the industry to gradually introduce automation to replace manpower. Corresponding to different production modes, unique situations need to be considered when introducing automation for any particular approach.
While in mass production, fixed products are produced over long hours, total accumulated load/unload time has a substantial impact on output. Time saving is of paramount importance and therefore, the introduction of suitable feeding units, such as robots is advisable.
If a production run involves variables, changing the line quickly is another important point to be considered. Additionally to equipment, project management and planning needs utmost focus.
Introduction of automation can bring a lot of benefits yet, sometimes after an investment, technical problems are found or maybe output is just not as good as what was expected. If the process is not perfect, any necessary modifications will force the production line to be stopped. Any defects found may be difficult to remedy if the system is complex or modifications may be extremely costly to integrate.
Therefore, Tongtai considers all possible problems from the very outset of planning, while identifying them by thorough analysis, evaluation, software and hardware integration and data management.
Hardware equipment to meet “Production Line Automation”
Tongtai supplies loading and unloading equipment, as well as peripheral devices used for testing, measuring and logistics which are most suitable for customers’ production line needs.
Multi-joint
Cartesian CoordinateHorizontal JointParallel
Software system to meet Information Automation
In response to historical production and management problems, Tongtai has developed a series of software programs that enhance the Human Machine Interface (HMI), including TIHMI and TIMS which make Tongtai machines intelligent, while vastly improving efficiency and TLM whole line management software which provides real-time data of production line status.
Management Tools to Satisfy “Management Automation”
Easy monitoring of production information to manage production status at any time.
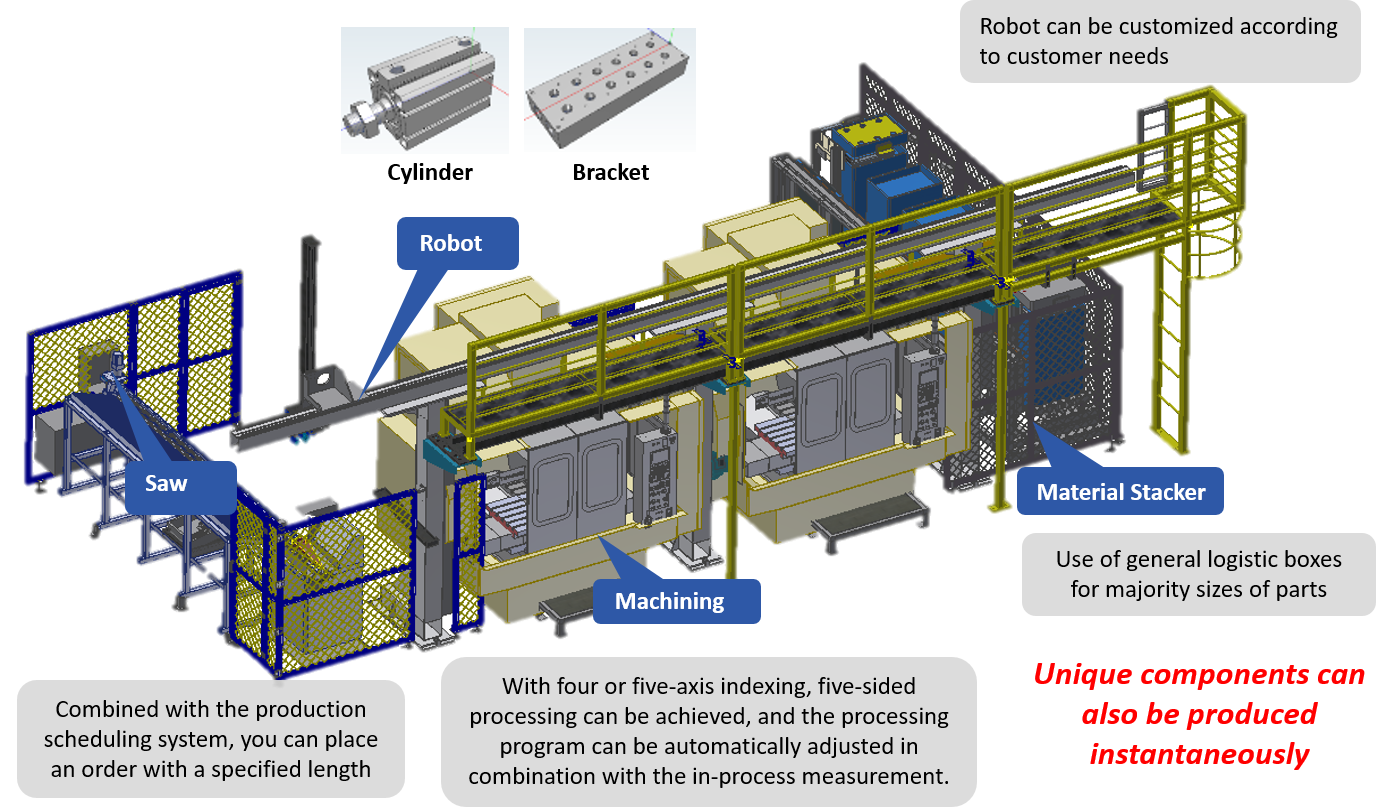
The following is an example of a customized HMLV Tongtai manufacturing line:
This multi-variable production line can be reconfigured to quickly process any length of material, even bringing a single workpiece into the system, for immediate production before returning to a previous batch.
For more information please contact PBS Machine Tools – Tel: 011 914-3360.
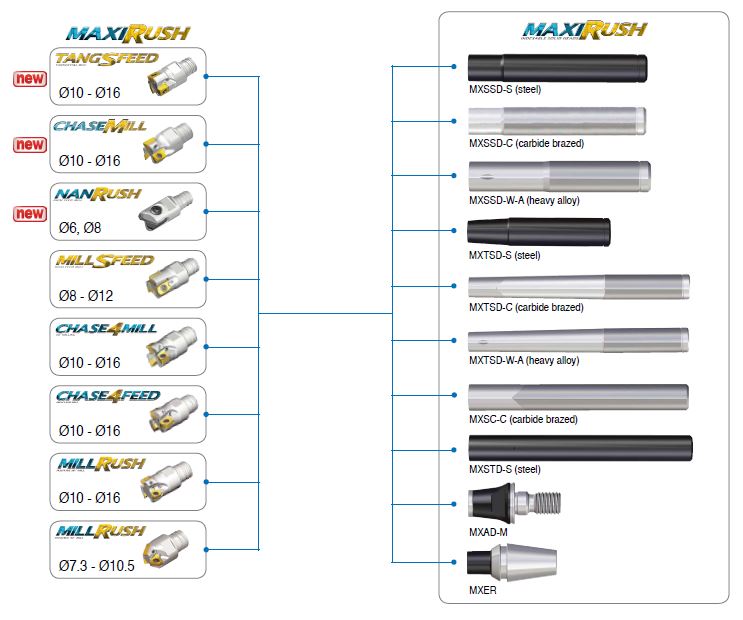
TaeguTec has recently introduced insert type modular heads for the MAXI-RUSH line of shanks.
The insert type modular heads of the TANG-SFEED, CHASE-MILL and NAN-RUSH products have been incorporated into the flexible MAXI-RUSH line in order to further diversify the popular line’s application range.
Due to their easy indexable head replacement of the shank mounted to the chuck, the additions to the line offer superior performance, improved productivity and reduced set-up time.
For more information please contact TaeguTec – Tel: 011 362 1500.
Profiling with solid carbide ball type end mills on 5-axis machines has disadvantages, such as excessive machining time and poor surface finish. To solve these problems, TaeguTec introduced oval and lens shape solid carbide heads that are 3D profiling capable.
The new heads are designed for high-pitch, semi-finishing and finishing profiling parts used in the aerospace, power generation, medical and mould & die industries.
Even in high pitch conditions, the same surface finish can be obtained compared to solid carbide ball type end mills, and therefore the new heads are capable of high productivity machining.
Features include reduced machining time, increased productivity and similar surface finish even in higher pitch conditions compared to solid carbide ball type end mills, while in the same pitch and machining time conditions, solid carbide heads provide better surface finish over solid carbide ball type end mills. With the wider cutting edge contact improved machining stability and longer tool life is provided making it ideal for machining difficult-to-cut materials such as titanium alloy, Inconel and stainless steel.
For more information please contact TaeguTec – Tel: 011 362 1500.








 Our cut to length lines (CTLL) will comprise of a decoiler, feeding the coil into a leveler. The leveler will straighten the steel and an encoder will measure the steel to the correct length for cutting. Most CTLL have guillotines fitted which will do the cutting. Some CTLL have slitters fitted (blanking line) which will cut the material into strips and then recoil the steel onto spools or into coils. Most CTLL are run by a PLC and HMI screen which are programmed to do batch cutting and setting parameters. The operator will programme the length and number of pieces required, and the unit stops when the programme is finished. For increased production a flying shear is incorporated. These units can handle 30 ton coils and widths of material up to 2 020mm.
Our cut to length lines (CTLL) will comprise of a decoiler, feeding the coil into a leveler. The leveler will straighten the steel and an encoder will measure the steel to the correct length for cutting. Most CTLL have guillotines fitted which will do the cutting. Some CTLL have slitters fitted (blanking line) which will cut the material into strips and then recoil the steel onto spools or into coils. Most CTLL are run by a PLC and HMI screen which are programmed to do batch cutting and setting parameters. The operator will programme the length and number of pieces required, and the unit stops when the programme is finished. For increased production a flying shear is incorporated. These units can handle 30 ton coils and widths of material up to 2 020mm.
")