The Alpha X Series from Colchester Machine Tool Solutions offers a wide choice of advanced technology CNC Combination Lathes to suit all types of high-precision turning applications, including secondary operations such as milling, drilling and tapping.
All Alpha X Series lathes are perfectly suited to producing detailed and intricate one-offs to the highest standard of finish and accuracy. With their advanced Fanuc control and software systems, they are ideal for turning small-to medium sized batches with fast, high quality repeatability, excellent accuracy and surface finish and, most importantly of all, lower component production costs.
Alpha quality, plus a wide range of training options, has made Alpha lathes the favourite choice for industry, colleges and training centres around the world. Ideal training features include compatibility with industry standard ISO programs and Colchester’s AlphaLink software which enables multi-desk training to be given.
Machine Bed
Colchester Machine Tool Solutions’ cutting-edge lathe design and construction quality begins with the machine bed. Alpha beds use high performance cast iron, with a unique ‘Warren’ type construction for maximum strength and optimum swarf clearance.
In addition, all Alpha lathe beds are mounted on cast-iron plinths to neutralise stress in the machine bed, and slideways are hardened and specially ground to ensure high-precision, parallel operation of the lathe at all times.
Operators Console
The operator’s console is located, for optimum operator convenience and efficiency, directly in line-of-sight with the cutting tool. The hand wheels are installed at the ideal ergonomic height for ease of use and have the Alpha’s popular “one-click-one-micron” rotational feel sensitivity.
The complete operator’s control panel moves on its own independent carriage which allows it to be moved quickly and effortlessly aside during loading and setting up.
Drive Train
Into the design and development of all Alpha lathes goes the technical expertise of specialists from Colchester Machine Tool Solutions’ partner company Pratt Burnerd chucking systems. Their combined research programs ensure that all new Alpha XS lathes feature the most advanced developments in spindle bearing technology and chuck design. This provides the highest possible spindle speeds and optimum chuck performance for high accuracy turning with maximum load carrying capacity.
Headstock
Crucial to turning precision and quality is the design and capability of the headstock. These lathes have top rated Fanuc spindle motors for extra power and more torque in all speed ranges. This means that ‘bottom end’ torque has been increased by over 75% giving excellent, extremely accurate metal cutting performance at lower speeds.
All Alpha XS lathes are equipped with auto gearbox change – maximising efficiency and productivity.
Manual Guide i for Alpha XS and XC
Automatic Turning
Manual Guide i is the latest and most powerful conversational programming system from Fanuc. It offers the most comprehensive and feature laden aid that any lathe programmer could want and becomes available on the Alpha XS when the keyswitch on the control panel is turned to the automatic position.

Customised Pages
Despite the enormous strength of the Manual Guide I system, our engineers have been able to bring their turning experience into play to develop customised cycles especially for the needs of a manual/CNC type of lathe. These Colchester unique developed cycles will save you a considerable amount of time and button pushing.
This is the most user friendly and cost effective entry level combination lathe control in the world! The absolute minimum of training is needed to get these machines cutting metal and making you money.
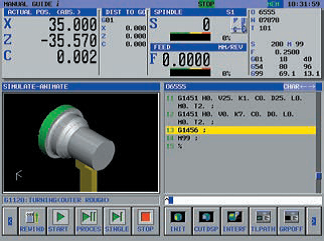
Simulation and Animation
Manual Guide i has a more powerful graphics package than many commercial CAD/CAM systems. After a programme has been created, a simulated component can be viewed in any direction, or as a 3D model that can be cut or sectioned or magnified to see detail.
This simulated component can then be animated to show the cutting process, the toolpath, metal removal and the finished component to ensure that what you get is what you have programmed and exactly what you want.
CNC Turning
The real strength of Manual Guide i is that it is effectively a CNC Graphical user interface. All the time you are working in Manual Guide i, the 0i TF is creating a CNC programme in the background. This means that conversion from conversational mode to CNC mode is instant. It also means that you can work in either CNC or conversational mode or even both at the same time. Furthermore it means that industry standard CNC programmes can be loaded into and out of the control at any time.
The Alpha XS and XC are powerful conversational lathes that can also run CNC programmes developed elsewhere or to create CNC programmes for use on other machines.
The Alpha XC introduces full milling, drilling and tapping functions to the Alpha range, fully harnessing the Fanuc Oi-TF control combined with the Manual Guide i conversational programming system to reduce the need for second machine load and operation production – specifically for one-off components and small batch production.
The Alpha XC 3-axis CNC combination lathe is identical in functionality to the Alpha XS range of machines, but now has the addition of a fully interpolating c-axis, while still retaining the operational simplicity that makes the Alpha range the leading choice worldwide.
The manual / CNC lathe is mounted with a newly developed headstock, allowing programmed selection of the c–axis drive, allowing milling / drilling cycles to be achieved with the use of driven tooling.
To allow for these extra lathe operations, full c-axis cycles are available through the Manual Guide i conversational programming system.
For more information, contact 600 SA Machine Tools – Cell: 072 157 6003
 Hyundai WIA, one of the largest machine tool makers in Korea, used its accumulated know-how and latest technology to develop the SE-SY Series, which delivers high-performance, high heavy cutting capability and maximum productivity.
Hyundai WIA, one of the largest machine tool makers in Korea, used its accumulated know-how and latest technology to develop the SE-SY Series, which delivers high-performance, high heavy cutting capability and maximum productivity.

 Linear roller guideways are used in SE-SY Series reducing non-cutting time, while achieving high-rigidity. In order to eliminate thermal growth and increase accuracy, all axes are driven by high precision double anchored ballscrews. The rapid traverse rate for X/Y/Z/ZB is 30/10/36/15 m/ min with a travel distance of X/Y/Z/ZB of 210/110/560/560 mm.
Linear roller guideways are used in SE-SY Series reducing non-cutting time, while achieving high-rigidity. In order to eliminate thermal growth and increase accuracy, all axes are driven by high precision double anchored ballscrews. The rapid traverse rate for X/Y/Z/ZB is 30/10/36/15 m/ min with a travel distance of X/Y/Z/ZB of 210/110/560/560 mm. The SE-SY Series is designed with a wedge type Y-axis that is transferred by the simultaneous operation of the Ys-axis and the X-axis. In addition, excellent rigidity promotes superb quality when heavy-duty cutting. Y-axis rapids are 10 m/min with a Y-axis travel range of 110 (±55) mm.
The SE-SY Series is designed with a wedge type Y-axis that is transferred by the simultaneous operation of the Ys-axis and the X-axis. In addition, excellent rigidity promotes superb quality when heavy-duty cutting. Y-axis rapids are 10 m/min with a Y-axis travel range of 110 (±55) mm. The main spindle is designed with the same structure often found in larger sized machines. The combination of double cylindrical roller bearings and angular contact ball bearings leads to excellent heavy duty cutting performance.
The main spindle is designed with the same structure often found in larger sized machines. The combination of double cylindrical roller bearings and angular contact ball bearings leads to excellent heavy duty cutting performance. The S-type sub spindle with 5″ chuck is designed to minimize thermal distortion caused by heavy cuts and highspeed machining.
The S-type sub spindle with 5″ chuck is designed to minimize thermal distortion caused by heavy cuts and highspeed machining.