With the W1011-P, Walter is bringing a copy turning system to the market which will maximise process reliability and cost-efficiency compared to conventional systems. This is primarily thanks to its much greater stability when copy turning with relief grooves of up to 50°. Unlike VCMT and DCMT inserts, the system’s new three-edged WL25 indexable inserts are precisely secured in the toolholder by a prism in the insert seat and on the insert itself.
This ensures that the insert cannot move in the toolholder. In addition to high process reliability and precision thanks to highly accurate indexing, both when turning the inserts to the next cutting edge and when replacing them, this provides over 50% greater accuracy when compared to ISO inserts. Moreover, the system increases tool life thanks to the option to machine in both directions of movement, meaning that the two cutting edges can be used.
The copy turning system also uses WL25 indexable inserts, which further increases its cost-efficiency. Three cutting edges, rather than two cutting edges on VCMT inserts, with wear-resistant cutting tool materials in addition to precision cooling improve tool life.
The same applies to the universal usability of the W1011-P system. Its four insert types (neutral, left-hand, right-hand and full-radius versions) for different profiling angles and applications fit into the same toolholder and mean that it can be used for all ISO materials (P, M, S and K). Potential areas of application include copy turning, e.g. for drive shafts, ball bearings and valves, etc. and dynamic turning, particularly for operations which use a different or alternating machining direction. This allows users to increase cost-efficiency by up to 75% in finishing up to medium machining operations.
For more information, please contact Spectra Carbide Tooling Technology – Tel: 021 555 4144.
SPHOORTI manufactures and globally supplies, a wide range of tool discs and tool holders for any make and any model CNC Lathe, CNC Turning Center or CNC Turn Mill Center with any type of Turret, such as BOT, VDI, BMT and VTP.
Over the years, SPHOORTI established a state of the art and world class infrastructure. For the production of Tool Discs and Tool Holders, the company sources machine tools from well-known manufacturers, including:
SPHOORTI supplies tool discs and tool holders to European countries including Germany, Italy, Poland, Austria, Spain, France, Netherlands, Czech Republic, UK, Sweden and to other countries like USA, Canada, Brazil, Mexico, Russia, Belarus, Turkey, Saudi Arabia, South Africa, Thailand, Singapore, Vietnam, China, Taiwan, Korea, Australia, New Zealand etc.
In South Africa SPHOORTI is in Partnership with Spectra Carbide Tooling Technology (PTY) Ltd.
For more information, please contact Spectra Carbide Tooling Technology – Tel: 021 555 4144.
ISCAR introduces new TOP-GRIP TGMA inserts with T-land in the width range of 3-6 mm, suitable for machining cast iron. These new inserts are made from IC5010 SUMO TEC CVD grade.
The frontal and side T-land provide a very strong edge that extends tool life in cast iron applications when compared to the existing TGMF insert.
The combination of the optimized edge geometry and dedicated grade for cast iron, together with the economical advantages of the TOP-GRIP line, provides a winning solution when it comes to performance and price for cast iron grooving applications.
For more information, please contact ISCAR South Africa (PTY) LTD – Tel: 011 997-2700.
By Paul Savides, Managing Director, PBS Machine Tools
Bankers are lucky, through interest they can make money even while they sleep. Yet, manufacturing challenges are increasing on a daily basis, so what about your engineering operation?
There are three methods to improve your efficiency:
Production Automation: Wages and salary increases without improvements in efficiency and the decline in young people wanting to work in a difficult work environment that is our industry.
Therefore, production automation reduces labour costs, while increasing value gained through predictable quality and reduced operational errors.
Information Automation: Constant working hours allows for errors due to fatigue and the loss of data when job/shift handover from one employee to another.
Therefore, information automation will provide transparent information and production status datalization with on time delivery and monitoring of product line from anywhere.
Management Automation: Information misinterpretation across shift changes and too much time spent on data capturing and report writing.
Therefore, data collection by the system reduces human error and digitization management builds up product traceability.
Depending on the variety of products you are manufacturing, it is sometimes difficult finding the right, suitable automation solution.
Mass production of a single product workpiece can be achieved through pairing an individual machine with a robot.
Increased production and quality rates can be achieved by integrating more than two machines that share the process, fixtures and tools.
High-Mix Medium-Volume production can be economically achieved by using a multiple pallet pool or flexible manufacturing systems that enable high frequency exchange of the production line through high accuracy fixture transfer.
High-Mix Low-Volume production means enabling production lines requiring high variety of products to be restructured with high frequency, making it a highly flexible manufacturing system.
The problems when implementing the various levels of required automation are mostly discovered after implementation and can include:
Production rates that are lower than expected due to poor utilization rates including robotic idle time.
Automation process errors requiring constant stopping, modification and testing due to unattainable targets.
Complex data exchange and communication errors when connecting to other systems make integration difficult.
Problems with monitoring and management of automation lines that suddenly stop due to equipment or system failures.
Lack of quality management that ensures no defective parts are processed and eliminated from the system in time.
The above is where the Tongtai Group of Companies comes into play by using Analysis and Evaluation, Hardware and Software Integration and Datalization Management to assist users to predict and solve potential issues.
The simplest manufacturing can be achieved through using Multi-Tasking machines where you can integrate different processes into a single machine which reduces labour, thus saving money, saving floor space, while increasing production space utilization and reducing the number of operations required. Stability and accuracy is maximized and productivity improved.
What we have learnt working with our customers
In mass production environments change-overs occur least often, if at all. Whereas in jobbing environments change-overs are far more frequent and can cause loss of entire shifts.
One of the biggest losses of time during milling operations occurs during change-over. Changing over from one job to the next involves tooling, fixture, programs and operations. Having a 5-axis milling machine for example with multiple pallets can eliminate this loss of time completely.
APEC CNC, a member of the Tongtai group recently introduced their new high-speed, heavy-duty model HS-700 Horizontal 5 axis machining centre with multi pallet system at Timtos in Taiwan. This type of machinery can be used as a full 5 axis machine that is capable of machining 5 sides of a workpiece in one set up with an X-axis of 710mm, Y-Axis 910mm and Z-axis 810mm complete with 32, 60 or 120 tools ATC that provides flexibility and variety. In this case a good choice is to fill the ATC with pre-set tooling that can be used in a variety of different jobs and set up multiple pallets that can accomplish increased productivity and allow the machine to work unattended.
We are just a phone call away for a free consultation to discuss your application – and production needs.
For more information please contact PBS Machine Tools – Tel: 011 914-3360.
Colchester & Harrison manual lathes are renowned worldwide for quality and reliability. Built to withstand rugged, heavy duty use, these lathes give years of outstanding service with the absolute minimum of maintenance. At the same time, all Colchester & Harrison manual lathes are capable of very fine precision turning.
VS manual lathes produce outstanding results not least due to their infinitely variable spindle speed feature. The standard ACU-RITE CSS DRO allows exactly the right speed for every job so tools perform better, cycle times are optimised and quality improves.
The entire range gives you exceptional ease of use and a huge choice of optional and ancillary equipment guarantees top of the range performance even for the most complex and challenging jobs.
With the investment in modern machine tool manufacturing technology, plant and assembly techniques, coupled with the latest quality-driven methodology and business practices, Colchester & Harrison are able to provide the same traditional solution to customers as yesteryear. However, today, customers have the additional benefit of a machine tool building company driven by the ambition of a ‘world-class’ strategy.
Magnum / V660
104mm spindle bore with 155mm option
Heavy duty 22kW (30hp) spindle motor
1500 to 4000mm gap bed length options available
Heavy duty variable speed spindle drive in 3 ranges from 18 -1800 rpm
(1000rpm on 155mm bore option)
670mm swing over bed
Induction hardened and ground bed
Precision hardened and ground gears in headstock
Magnum LS / V800
104mm spindle bore with 155 and 230mm options
Heavy duty 22kW (30hp) spindle motor
1500 to 4000mm gap bed length options now available
Heavy duty variable speed spindle drive in 3 ranges from 18 -1800rpm
(1000rpm on 155mm bore and 600rpm on 230mm options)
820mm swing over bed
Induction hardened and ground bed
Precision hardened and ground gears in headstock
Student / M300
Fully geared headstock with 12 spindle speeds from 40-2500rpm
2.2kW (3hp) spindle motor
635mm and 1000mm bed length options
330mm swing over bed
D1-4 Camlock spindle nose
Induction hardened and ground bed
Fully universal gearbox with most metric and imperial threads catered for
Built to standards DIN 8606 and BS4656 Part 1
Optional DRO (no CSS)
Super high precision taper roller spindle bearings
The “number 1” choice for training establishments worldwide
For more information, contact 600 SA Machine Tools – Cell: 072 157 6003
Back in the seventies, ISCAR introduced SELF-GRIP, the brand name of the original blockbuster parting tool design concept. According to the design concept of the SELF-GRIP tool a pressed carbide insert was clamped into a tool blade using the blade’s elastic forces without the need for mechanical securing elements. At that time, other manufacturers also attempted to clamp inserts into a parting tool using the same principle. However, it was ISCAR that invented a reliable, truly workable concept that set the benchmark for parting applications.
The SELF-GRIP tool proved to be a game changer in parting. Shortly after its inauguration, similar designs by other producers appeared in the metal cutting market. ISCAR had already established its name as the authority in parting applications and quickly became the unrivalled leader in the industry. Today, there is no question why ISCAR’s ongoing inventions of new parting tools attract great interest and deserve such close attention.
In parting, the rigidity of insert clamping is a key factor. The desire to achieve sensible and economical use of workpiece material dictates the ultimate reduction in cutting width. An increase in the diameter of the workpiece leads to the increase of the tool’s overhang. The narrow width of the insert and the blade can degrade the tool’s dynamic behaviour and ultimately affects machining performance. Improving clamping rigidity and increasing the tool strength to assure effective cutting under unfavourable cutting conditions are key factors when designing a parting tool.
ISCAR’s SELF-GRIP tool concept was a breakthrough, which aspires its prolific R&D engineers to continue improving the concept today. The “classical” SELF-GRIP tool line has been upgraded and considerably expanded with new geometries and remarkable approaches to parting metal productively. The evolution of ISCAR’s parting tools exemplifies a logical progression of development by use of highly engineered solutions throughout several generations of R&D engineers.
Pinpointed high pressure coolant (HPC) provides competitive advantages for better parting performance by decreasing temperatures at the cutting zone and by assuring excellent chip breaking, which substantially improves surface finish and prolongs tool life. In machining difficult-to-cut heat-resistant super alloys and austenitic stainless steel, HPC reduces or even eliminates the built-up edge phenomenon. High pressure coolant is highly advantageous in parting operations.
The production of effective inner coolant channels in thin tool blades is a difficult engineering task. ISCAR has provided robust solutions to contend with this problem. One of these solutions is offered through DO-GRIP parting tools, developed several years after the successful launch of the SELF-GRIP tool line. A DO-GRIP tool carries an insert with two cutting edges situated at opposite ends. The edges are twisted relative to each other; thus, the non-working edge does not limit the cutting depth of the tool.
DO-GRIP parting blade with inner high pressure coolant channels.
The PENTACUT family of tools that mount star-shaped carbide inserts were originally designed for parting small-in-diameter workpieces, tubes and thin-wall parts. These cost-efficient inserts provide five indexable cutting edges and a highly economical utilization of tungsten carbide. The inserts are clamped in the insert pocket by a screw that passes through the insert’s central hole. The evolutionary stages of the 5 cornered insert proved to be difficult when utilizing PENTACUT inserts for large diameter workpieces. To successfully contend with this task, the insert needed to grow in size which made the task technically problematic and economically impractical.
The solution was found in the PENTA-IQ-GRIP – a family of parting tools that also mounts indexable inserts with five cutting edges. The family enables parting workpieces in diameters of up to 40 mm (1.5″). Due to an innovative dovetail securing principle, the tools utilize relatively small-sized inserts and provide highly rigid clamping which significantly increases tool life, improved part straightness and surface finish in parting applications. In addition, there are PENTA-IQ-GRIP tools with an HPC option.
PENTA-IQ-GRIP tool with dovetail clamping mechanism provides high pressure coolant supply in two directions.
The SELF-GRIP clamping concept utilized the elastic behaviour of a parting blade. This attribute paved the road for a new and improved parting system which took clamping stiffness to a new level. TANG-GRIP functions on the principle of supreme support for the insert to counteract cutting forces applied on the tool during the operation. The orientation of the slot that functions as an insert pocket was changed compared to the SELF-GRIP tool design, and therefore support is achieved by the long and rigid rear wall of the pocket. TANG-GRIP has a solid stopper, unlike the friction retaining force that characterizes most parting systems that feature a self-clamping insert. This mechanical design feature eliminates insert pull out during retraction. Significantly improved rigidity results in noticeably increased tool and pocket life. Together, with a robust insert design and a reinforced cutting edge, TANG-GRIP enables parting at exceptionally high feed rates, consequently increasing productivity to new extremes.
Notwithstanding, there appears to be another side of the ‘parting’ coin. Increasing the feed rate causes an increase of cutting force components. The situation worsens when the diameter of a bar and depth of penetration become larger. This results in blade deflection, which can become a significant factor in affecting the application. The method of utilizing Y-axis parting is a way to overcome the problem. The blade is loaded in a manner which is preferable. Y-axis parting is common on multitasking machines with a Y-axis drive assuring appropriate feed motion, yet these machine types are not popular.
Compared to traditional parting along the X-axis, Y-axis parting substantially improves the blade’s dynamic behaviour by use of a tangential cutting force. When parting in the direction of radial forces, blade rigidity is reduced. Once again ISCAR’s prolific R&D engineers invented a formidable winning solution by introducing LOGIQ-F-GRIP, a new tool family characterized by a square adapter with four inserts mounted on each of its cutting tips. The adapter combines both blade orientations (in X- and Y-directions) which provides a balanced-rigid design. The adapter has 4 insert pockets and substantially prolongs tool life. If one of the pockets is damaged, the adapter can be indexed in a simple manner. The adapter is available with or without an internal HPC option and mounted in a robust block with reinforced ribs that assure a highly durable parting tool assembly. The impressive rigidity of the system results in highly stable efficient parting at narrow widths of cut, even when used for parting large-in-diameter bars while guaranteeing savings in raw material. The system is suitable for all types of lathes, regardless of whether they have a Y-axis drive.
When searching for the right parting tool, all manufacturers stand at the parting of the ways. ISCAR’s milestones in creating revolutionary parting systems prove once again its commitment to advanced solutions to meet customer demands.
LOGIQ-F-GRIP tools open new horizons for parting operations.
For more information, please contact ISCAR South Africa (PTY) LTD – Tel: 011 997-2700.
If you need for a heavy-duty standard turning center, the newly designed PUMA DNT machines with their high performance spindles and large work areas, give you a best-in-class, high-productivity turning solution.
Improved user-friendly features include no chip accumulation in the internal machine space, an inverter type chip conveyor, a user-friendly operation panel and a steady rest installation that is easy to retrofit.
Highlights include a redesigned box guideway and impressive spindle power, while the PUMA DNT brings stability to its impressive cutting capabilities.
More diversity and outstanding productivity is promoted with 10ST, 12ST and 24ST turret options, high torque spindle option, various tailstock types and a servo auto door for automation option.
For further information, please contact PUMA MACHINE TOOLS – Tel: (011) 976 8600.
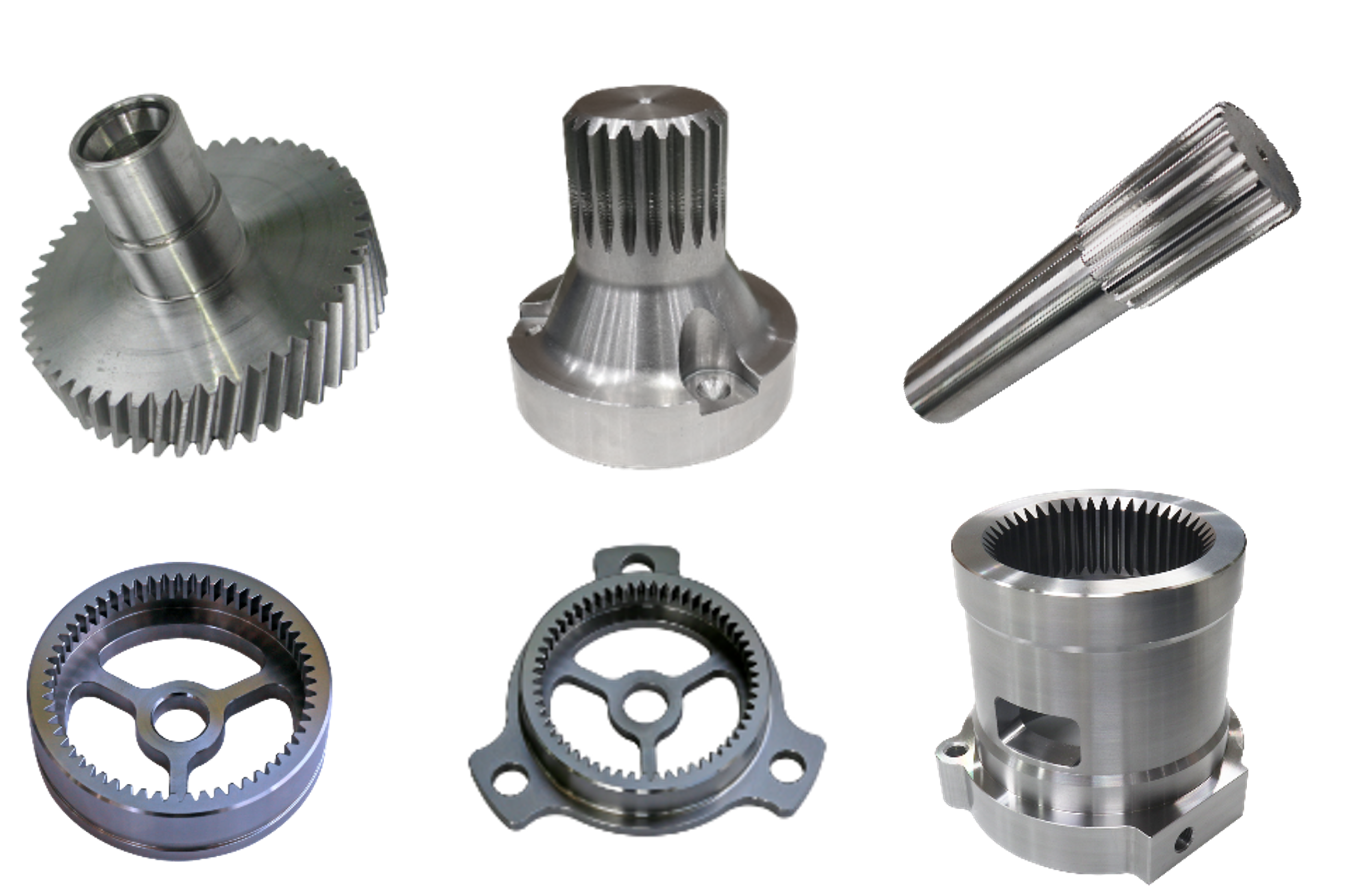
Gears are essential components for transmitting power in machinery. Machining gear parts demands high precision, and there are several dedicated machines specially designed for this purpose, such as hobbing machines. These machines are commonly utilized across various industries, including automotive and construction machinery.
However, factory managers and workers often face issues with many setups and jigs due to process division or a shortage of skilled workers. Additionally, there is a need for sufficient floor space to accommodate multiple dedicated machines, but space is limited.
A multitasking machine can change this situation because it performs turning, milling and gear cutting in a single process. Integrating these processes significantly reduces setup changes, contributing to more efficient production. Moreover, machining quality remains at the same level as that achieved with dedicated machines.
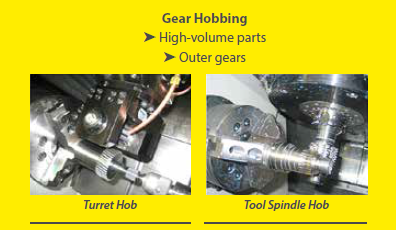
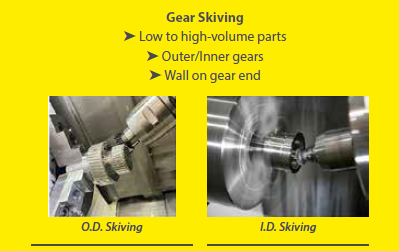
Hobbing or Skiving
Both processes are gear-cutting methods, each with its advantages. Hobbing is suitable for manufacturing high-volume parts and external gears, while skiving is used for producing parts ranging from low to high volume, for both outer and inner gears and when machining closer to the walls on the gear end.
Hobbing, skiving, and other cutting methods enable multitasking machines to produce various types of gears, such as Spur Gears and Helical Gears.
The following section will introduce software that supports programming for these gear-cutting processes.
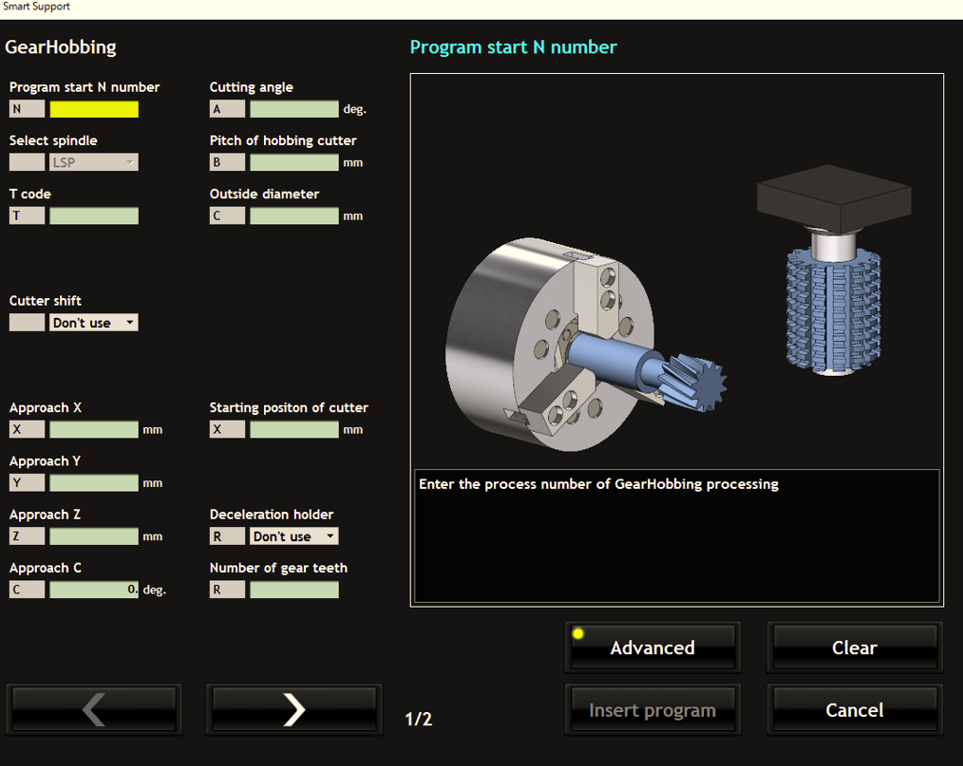
Enhance Programming Support by “Smart Support”
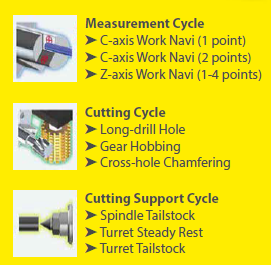
The software solution, “Smart Support,” simplifies the creation of specialized machining programs developed by Nakamura-Tome through a conversational programming interface.
The latest update to the software introduced a gear hobbing function and users can now effortlessly create dedicated programs by inputting variables according to the provided guidelines. To enhance user-friendliness, the software incorporates graphical images.
Moreover, the software boasts a hob shift function similar to those found in specialized hobbing machines. This feature allows users to shift the contact face of the hob cutter, thereby extending the tool’s lifespan significantly.
There is a new video showcasing JX-250 and the gear machining capabilities, which provides a clearer understanding of the software’s capabilities in action.
At last, this software includes other cycles that enable users to create specialized programs quickly and easily.
The powerful universal turning machines CTX 450 and CTX 550 from DMG MORI offer maximum machining versatility on the way to the manufacturing of the future.
With the CTX 450 and CTX 550, DMG MORI presented at EMO 2023 the two larger sister models of the CTX 350 introduced at Open House Pfronten during the same year. The CTX brand stands for powerful and flexible universal turning machines with a high level of equipment diversity in an attractive price segment. For example, the CTX 450 and CTX 550 feature a main and counter spindle as well as a Y-axis with 130 mm travel. This enables complete 6-sided machining of complex workpieces. A turning diameter of ø 480 mm and a turning length of 800 mm or 1,225 mm for the CTX 550 offer maximum flexibility for components.
The CTX 450 and CTX 550 combine productive manufacturing processes, future-proof automation options, app-based control and energy-efficient machine operation.
In the premium segment of universal turning the CTX 450 and CTX 550 are perfect companions for 6-sided complete machining of demanding workpieces which makes them important tools with a view to the Machining Transformation (MX), with which DMG MORI is shaping the future of manufacturing. Its four pillars of Process Integration, Automation, Digital Transformation (DX) and Green Transformation (GX) are reflected in the CTX 450 and CTX 550. The efficient 6-sided complete machining can be automated in various ways – for example with the Robo2Go or the MATRIS. The universal turning machines can be easily integrated into company networks with the highest safety standards.
The CTX 450 and CTX 550 have a main and counter spindle as well as a Y-axis with 130 mm travel. This enables the 6-sided complete machining of complex workpieces.
The app-based control with a 24″ multi-touch screen simplifies digitization on the shop floor. Energy-efficient operation is ensured by modern drives such as the synchronous spindle motors.
High technological standards for performance and accuracy
The CTX 450 already has a main spindle with 4,000 rpm and 360 Nm. The main spindle of the larger model achieves 770 Nm at a speed of 3,250 rpm. The counter spindle has a speed of 5,500 rpm and a torque of 192 Nm (CTX 550: 4,000 rpm and 360 Nm). The turnMASTER spindle concept with three (ISM80) or four bearings (ISM102) ensures the high precision of the two universal turning machines and a large bar capacity (80 mm or 102 mm). The positioning accuracy in the C axis is 0.001°. The X and Y axes are equipped in standard with a direct measuring system by MAGNESCALE, while air/oil cooling for turret gears minimizes temperature deviations. As top performance option a direct drive turret with a speed of up to 10,000 rpm and a torque of 42 Nm allow demanding cutting operations and high-speed milling.
For further information, please contact RETECON – Tel: (011) 976 8600.
Yamazaki Mazak’s high-accuracy simultaneous 5-axis vertical machining centre, the VARIAXIS C-600, is suitable for a wide range of sectors, including the aerospace and automotive markets.
The VARIAXIS C-600 is characterised by its highly agile performance, with no compromise on rigidity. The compact machine, capable of machining workpieces up to Ø730 mm x H450 mm and 500 kg in weight, has been designed with a large machining envelope and a high-rigidity structure featuring a Ø600 mm fully supported trunnion table with roller gear cam on the B- and C-axes. Exceptional high-speed performance is delivered with 42 m/min rapid traverse rates in the X-, Y- and Z-axes and a chip-to-chip time of just 4.5 seconds to reduce non-cutting time for faster cycle times.
Most importantly, the VARIAXIS comes with a class-leading range of specification options, enabling machine users to configure the C-600 to match their specific application.
The machine’s high-rigidity spindle can perform heavy-duty cutting of steel, as well as the high-speed machining of other non-ferrous materials such as aluminium, as it can be configured with four different spindle options. These range from a 12,000 rpm standard spindle, up to 15,000 rpm high-torque option, or 18,000 rpm high-speed and 20,000 rpm high-power spindles. In addition, the VARIAXIS features a 30-tool magazine as standard, complete with double arm automatic tool changer which can drastically reduce chip-to-chip times. Alongside this standard specification, 60, 90 and 120 tool magazine options also available.
The C-600 also employs Mazak’s SmoothAi Spindle function, featuring AI adaptive control that suppresses milling spindle chatter by intelligently adjusting cutting technology based on feedback from sensors built into the machine.
The modularity of the C-600 also extends to the variety of coolant packages that are available for different applications up to 70 bar pressure. Dedicated cast iron, aluminium and composite, as well as casting machining packages are also available as options.
While offering excellent operator access and ergonomics, the VARIAXIS C-600 has been designed to integrate easily with a range of automation solutions, such as MPP and PALLETECH. Optional extras such as a side loading door and preparation for hydraulic and pneumatic fixture interfaces are also available to support bespoke automation projects with articulated robots. Integration of automation is further enhanced with the new Smooth RCC (Robot Cell Controller) adding advanced capabilities, such as tool and fixture capability check, tool set-up and fixture set-up, while the Robot Setup Assist enables efficient programming of the robot in the same co-ordinate system as the machine.
The VARIAXIS is equipped with SmoothAi, Mazak’s artificial intelligence control, which has in-built learning capability to continually improve machine performance. SMOOTH MACHINING CONFIGURATION PLUS allows operators to easily adjust features including cycle time, finished surface and machined shape on the CNC display according to material requirements. This is especially effective for complex workpieces with contours defined in small program increments. Specific settings can be saved and stored to allow them to be easily used for future cycles.
The Smooth Project Manager also allows for easy management of data required to execute machining programs such as tool data, fixtures, coordinates, parameters and workpiece 3D models. Further machining accuracy is guaranteed by the new Ai Thermal Shield function, which uses algorithms to automatically determine the volume of compensation needed according to changes in temperature.
For more information, please contact Hi-TECH Machine Tools – Tel: 011 608 0088.
 This ensures that the insert cannot move in the toolholder. In addition to high process reliability and precision thanks to highly accurate indexing, both when turning the inserts to the next cutting edge and when replacing them, this provides over 50% greater accuracy when compared to ISO inserts. Moreover, the system increases tool life thanks to the option to machine in both directions of movement, meaning that the two cutting edges can be used.
This ensures that the insert cannot move in the toolholder. In addition to high process reliability and precision thanks to highly accurate indexing, both when turning the inserts to the next cutting edge and when replacing them, this provides over 50% greater accuracy when compared to ISO inserts. Moreover, the system increases tool life thanks to the option to machine in both directions of movement, meaning that the two cutting edges can be used. The same applies to the universal usability of the W1011-P system. Its four insert types (neutral, left-hand, right-hand and full-radius versions) for different profiling angles and applications fit into the same toolholder and mean that it can be used for all ISO materials (P, M, S and K). Potential areas of application include copy turning, e.g. for drive shafts, ball bearings and valves, etc. and dynamic turning, particularly for operations which use a different or alternating machining direction. This allows users to increase cost-efficiency by up to 75% in finishing up to medium machining operations.
The same applies to the universal usability of the W1011-P system. Its four insert types (neutral, left-hand, right-hand and full-radius versions) for different profiling angles and applications fit into the same toolholder and mean that it can be used for all ISO materials (P, M, S and K). Potential areas of application include copy turning, e.g. for drive shafts, ball bearings and valves, etc. and dynamic turning, particularly for operations which use a different or alternating machining direction. This allows users to increase cost-efficiency by up to 75% in finishing up to medium machining operations.










")