The powerful universal turning machines CTX 450 and CTX 550 from DMG MORI offer maximum machining versatility on the way to the manufacturing of the future.
With the CTX 450 and CTX 550, DMG MORI presented at EMO 2023 the two larger sister models of the CTX 350 introduced at Open House Pfronten during the same year. The CTX brand stands for powerful and flexible universal turning machines with a high level of equipment diversity in an attractive price segment. For example, the CTX 450 and CTX 550 feature a main and counter spindle as well as a Y-axis with 130 mm travel. This enables complete 6-sided machining of complex workpieces. A turning diameter of ø 480 mm and a turning length of 800 mm or 1,225 mm for the CTX 550 offer maximum flexibility for components.
The CTX 450 and CTX 550 combine productive manufacturing processes, future-proof automation options, app-based control and energy-efficient machine operation.
In the premium segment of universal turning the CTX 450 and CTX 550 are perfect companions for 6-sided complete machining of demanding workpieces which makes them important tools with a view to the Machining Transformation (MX), with which DMG MORI is shaping the future of manufacturing. Its four pillars of Process Integration, Automation, Digital Transformation (DX) and Green Transformation (GX) are reflected in the CTX 450 and CTX 550. The efficient 6-sided complete machining can be automated in various ways – for example with the Robo2Go or the MATRIS. The universal turning machines can be easily integrated into company networks with the highest safety standards.
The CTX 450 and CTX 550 have a main and counter spindle as well as a Y-axis with 130 mm travel. This enables the 6-sided complete machining of complex workpieces.
The app-based control with a 24″ multi-touch screen simplifies digitization on the shop floor. Energy-efficient operation is ensured by modern drives such as the synchronous spindle motors.
High technological standards for performance and accuracy
The CTX 450 already has a main spindle with 4,000 rpm and 360 Nm. The main spindle of the larger model achieves 770 Nm at a speed of 3,250 rpm. The counter spindle has a speed of 5,500 rpm and a torque of 192 Nm (CTX 550: 4,000 rpm and 360 Nm). The turnMASTER spindle concept with three (ISM80) or four bearings (ISM102) ensures the high precision of the two universal turning machines and a large bar capacity (80 mm or 102 mm). The positioning accuracy in the C axis is 0.001°. The X and Y axes are equipped in standard with a direct measuring system by MAGNESCALE, while air/oil cooling for turret gears minimizes temperature deviations. As top performance option a direct drive turret with a speed of up to 10,000 rpm and a torque of 42 Nm allow demanding cutting operations and high-speed milling.
For further information, please contact RETECON – Tel: (011) 976 8600.
Yamazaki Mazak’s high-accuracy simultaneous 5-axis vertical machining centre, the VARIAXIS C-600, is suitable for a wide range of sectors, including the aerospace and automotive markets.
The VARIAXIS C-600 is characterised by its highly agile performance, with no compromise on rigidity. The compact machine, capable of machining workpieces up to Ø730 mm x H450 mm and 500 kg in weight, has been designed with a large machining envelope and a high-rigidity structure featuring a Ø600 mm fully supported trunnion table with roller gear cam on the B- and C-axes. Exceptional high-speed performance is delivered with 42 m/min rapid traverse rates in the X-, Y- and Z-axes and a chip-to-chip time of just 4.5 seconds to reduce non-cutting time for faster cycle times.
Most importantly, the VARIAXIS comes with a class-leading range of specification options, enabling machine users to configure the C-600 to match their specific application.
The machine’s high-rigidity spindle can perform heavy-duty cutting of steel, as well as the high-speed machining of other non-ferrous materials such as aluminium, as it can be configured with four different spindle options. These range from a 12,000 rpm standard spindle, up to 15,000 rpm high-torque option, or 18,000 rpm high-speed and 20,000 rpm high-power spindles. In addition, the VARIAXIS features a 30-tool magazine as standard, complete with double arm automatic tool changer which can drastically reduce chip-to-chip times. Alongside this standard specification, 60, 90 and 120 tool magazine options also available.
The C-600 also employs Mazak’s SmoothAi Spindle function, featuring AI adaptive control that suppresses milling spindle chatter by intelligently adjusting cutting technology based on feedback from sensors built into the machine.
The modularity of the C-600 also extends to the variety of coolant packages that are available for different applications up to 70 bar pressure. Dedicated cast iron, aluminium and composite, as well as casting machining packages are also available as options.
While offering excellent operator access and ergonomics, the VARIAXIS C-600 has been designed to integrate easily with a range of automation solutions, such as MPP and PALLETECH. Optional extras such as a side loading door and preparation for hydraulic and pneumatic fixture interfaces are also available to support bespoke automation projects with articulated robots. Integration of automation is further enhanced with the new Smooth RCC (Robot Cell Controller) adding advanced capabilities, such as tool and fixture capability check, tool set-up and fixture set-up, while the Robot Setup Assist enables efficient programming of the robot in the same co-ordinate system as the machine.
The VARIAXIS is equipped with SmoothAi, Mazak’s artificial intelligence control, which has in-built learning capability to continually improve machine performance. SMOOTH MACHINING CONFIGURATION PLUS allows operators to easily adjust features including cycle time, finished surface and machined shape on the CNC display according to material requirements. This is especially effective for complex workpieces with contours defined in small program increments. Specific settings can be saved and stored to allow them to be easily used for future cycles.
The Smooth Project Manager also allows for easy management of data required to execute machining programs such as tool data, fixtures, coordinates, parameters and workpiece 3D models. Further machining accuracy is guaranteed by the new Ai Thermal Shield function, which uses algorithms to automatically determine the volume of compensation needed according to changes in temperature.
For more information, please contact Hi-TECH Machine Tools – Tel: 011 608 0088.
ISCAR is expanding the IC806 application range for laydown threading inserts.
Following the successful introduction and high market demand of the ISO-Turn and Groove-Turn inserts in grade IC806, ISCAR has developed external and internal laydown threading inserts for the aerospace industry featuring the UNJ Profile thread standard in grade IC806 for machining high-temperature alloys, such as Inconel 718.
With improved toughness and flaking and chipping resistance, the laydown threading inserts provide very reliable and repeatable results. The inserts effectively machine Inconel and austenitic stainless steel and exhibit better results, improved tool life and greater reliability compared to competitor – and other ISCAR grades.
IC806 is a sub-micron grade with superior wear resistant properties and advanced SUMO TECH PVD TiAlN coating.
For more information, please contact ISCAR South Africa (PTY) LTD – Tel: 011 997-2700.
By Paul Savides, Managing Director, PBS Machine Tools
Unless you add value to your product, simply don’t touch it!
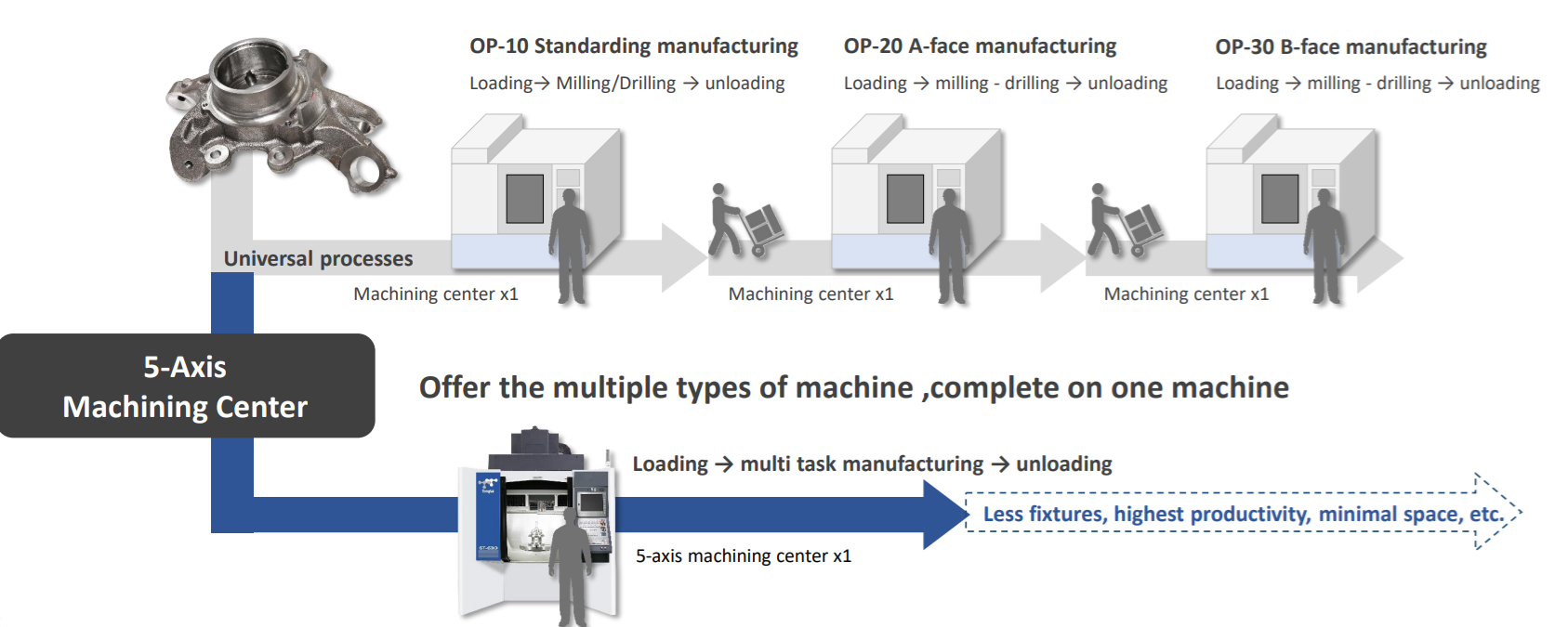
Once production is performed by multi-tasking machines, manufacturing results in the consolidation of processes.
Advantages of multi-task machine manufacturing
Space
A multi-tasking machine uses minimal floor space, reduces operator fatigue and increases machine utilization in the production line.
Quality
Reducing the number of operations, increases stability and improves accuracy and SPC in the process.
Management
Less fixturing eliminates unnecessary management, time and costs. Multi-tasking is the integration of different processes in a single machine.
Multi-Task Turn-Milling Manufacturing Example
Multi-Task Knuckle Manufacturing Example
The future of manufacturing will be High Variety, Flexible – Multi Tasking with Mill + Turn Processing.
The demand for High Mix Low Volume (HMLV) processing is rising, meaning manufacturing costs will increase. Our TMS series easily masters these challenges at an affordable price performance ratio.
This new universal lathe features
A perfect combination of lathe and milling machine for full flexibility
Increased productivity and simple automation capabilities
Simple, intuitive operation and conversation-guided technology cycles
Easy planning of production due to complete machining of workpieces
Short delivery times for standard machines
Fast service times from a global service network and team of experts
This robust machine concept means good machine availability with high repeatability.
Digital Twin
The added value of Digital Twin makes it easier to validate the processes. Tongtai offer digital twin on all their machines to enable process simulation that validates the NC program before actual production. This ensures safety and accuracy.
For more information please contact PBS Machine Tools – Tel: 011 914-3360
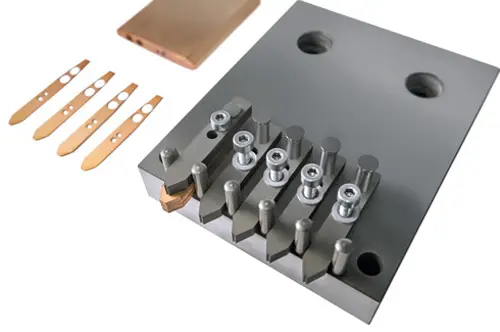
Before vehicles are produced in large series, automotive manufacturers test and check the properties and functions of all components under different conditions. all-forming GmbH in Kappel-Grafenhausen in Germany specialises in the production of the prototypes and pilot series required for this. With surprising ideas and in-depth expertise, the team develops and fabricates the required tools and fixtures. This is where the specialists appreciate the huge potential of wire EDM technology.
The production department at all-forming appears at first glance to be a jumble of machines for a wide variety of machining processes. In addition to CNC milling machines and lathes, there are mechanical and hydraulic presses as well as (3D) laser cutting machines, electric and hydraulic press brakes and swivel bending machines. There are also a number of workstations for riveting, soldering, welding and assembly. Sebastian Singler, production manager at all-forming, explains: “We operate as a skilled service provider in the development of components and devices of the future. We produce the prototypes and pilot series required in the development process. What sets us apart is our creativity when it comes to fabrication processes along with our extreme flexibility in our work. All-important is being able to produce the required components as one-offs or in small series as quickly as possible with the aid of industrial production processes so that they can be installed and used like series components. Lead times of two to three weeks are common and between five and six weeks for tool-related parts.”
Wide-ranging diversity
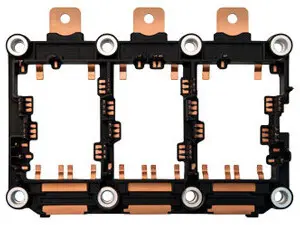
Singler and his team fabricate a vast range of components. “We turn, drill and mill functional specimens from the steel or aluminium blank. This applies, for example, to engine brackets, articulated arms and housing covers. However, we also produce a multitude of components by punching, forming and bending 0.1 mm to 5 mm thick sheet metal. Recently, for example, we had to produce a pilot series of several hundred arms for windscreen wipers from 4 mm sheet metal.” However, in most cases it is a question of stamping and forming thin sheet metal and assembling the parts into complete components. “In prototype manufacture, we are directly experiencing the current shift towards electromobility. In addition to housings, we are increasingly producing plug contacts and complete connectors for vehicle electrics and electronics,” Singler explains. To this end, the specialists at all-forming have a comprehensive toolshop as well as a large number of workstations for joining and assembling the components. Contact springs measuring only a few millimetres, for example, are bent from copper on program-controlled swivel bending presses. Then, on mechanical presses, contact pins are pressed in. Singler tells us he also enlists regional partner companies to injection-mould plastic housings around the contacts he machines, so that he can supply components fully ready for installation. Recently, for example, the prototype builders at all-forming have been producing electronic housings with integrated electrical contacts for a wheel hub drive.
Numerically controlled swivel bending machines get the tiniest contact sheets precisely into shape.
Rapid throughput required
What’s more, the MV2400R has a very large workspace that is easily accessed by the machine operator. The latter proves to be particularly important for us, as we frequently machine changing one-off parts -Sebastian Singler, Production manager at all-forming.
Singler stresses that when it comes to the production of prototypes and pilot series, ingenious and creative toolmaking is crucial for success. The essential criterion is to produce functioning stamping and forming tools, on which a few dozen or a few hundred workpieces can be produced, with minimal time for throughput. To produce their punching and forming tools, the specialists at all-forming have been using the wire erosion process for many years. all-forming invested in an MV2400R wire-cut EDM machine in the middle of 2022 because the machine previously used had proved to be outdated in terms of programming and operation. In addition, it had been increasingly difficult to obtain skilled after-sales service.
The specialists at all-forming appreciate the tidy and readily accessible workspace of the MV2400R Connect.
High productivity thanks to large workspace
He and his skilled staff, says Singler, decided in favour of the wire EDM machine from Mitsubishi Electric for several reasons. “First of all, the MV2400R Connect comes with a cutting-edge and future-proof programming and operating approach. We benefit from state-of-the-art touchscreen operation. In addition, interfaces to current CAM systems are readily available. What’s more, the MV2400R has a very large workspace that is easily accessed by the machine operator. The latter proves to be particularly important for us, as we frequently machine changing one-off parts,” Singler explains.
Minimalistic – To produce prototypes or small pilot series, the simplest punching and forming tools are often sufficient.
The components to be cut are programmed on a CAD/CAM workstation using the 3D CAD workpiece data. The data for the NC program for wire EDM are sent to the MV2400R Connect via a direct data line. There, the wire EDM specialist retrieves the current production orders and NC programs and loads the machine with sheet metal accordingly. The advantage is that several different pieces of sheet can be positioned in the large workspace. The toolmakers have created a modular clamping device specifically for this purpose, thus allowing the trouble-free multiple clamping of sheet and blocks. In conjunction with job programming, the MV2400R can cut several workpieces overnight in a single unsupervised operation. This goes a long way towards producing stamping and forming tools at short notice, Singler points out. As confirmed by all-forming’s production specialists, the reliable automatic wire threading of the MV2400R ensures that the set-up and programmed jobs are actually executed overnight. In the meantime, thanks to these advantages, the productivity of the wire-cut EDM machine from Mitsubishi Electric has proven so good that, in Singler’s opinion, it could easily replace two machines of a different make.
Contact pins for electric plugs are cut from the block.
Identifying the process benefits
Another useful feature for the toolmakers at all-forming is that the wire-cut EDM process can run unattended, giving it a decisive advantage over HSC milling. This opens up additional production capacity, the specialists confirm. Since skilled personnel are not tied to supervising the machine, they can be productive elsewhere, such as in the assembly and adjustment of the punching and forming tools.
Previously considered somewhat exotic, wire-cutting technology is thus becoming a preferred manufacturing process, especially in toolmaking – The all-forming GmbH toolmaking team.
The toolmakers see another advantage of wire-cut EDM, as yet largely unnoticed, in the machining scope offered by the narrow kerf. Firstly, it is possible to machine difficult geometries with corners, narrow and deep grooves and penetrations of any kind. Secondly, machining can be programmed to enable a complete punching tool to be completed in a single cutting operation. “That may surprise some people. But for our purposes, all it takes is a 0.2 mm thin wire to cut the punch, die and blank holder out of the sheet in a single cut. The gap resulting from the wire diameter during
In a shared project, the contact sheets produced at all-forming are over-moulded with plastic at regional partner companies to produce ready-to-install plug connectors.
wire eroding is acceptable and sufficient as a kerf for a punching tool for prototypes. In this way, we can produce all the shaping parts of a punching tool within a few hours in a single operation on the MV2400R,” Singler explains. Similarly, the toolmakers also achieve extra-fast throughput when machining welding electrodes with wire EDM. To do this, they first wire-cut the required profile out of a copper block, and then they use wire erosion to cut this into numerous slices just 0.85 mm thick. Only a few steps are then required to machine the blanks to their final shape.
Impressive operating principle
In the first weeks after commissioning, staff took a while to get used to programming and operating the MV2400R wire-cut EDM machine. The principle of the touchscreen and graphically guided dialogues on the screen, says Singler, is clearly different from the programming and operating functions using numeric and special function keys that they had been accustomed to. However, the specialists at all-forming were quick to appreciate the benefits of the advanced programming and operating approach. Handling the MV2400R can be learned intuitively within a few days, they now say. Moreover, numerous processes and functions on the graphic touchscreen are self-explanatory. “This simplifies and accelerates work with the Mitsubishi Electric wire-cut EDM machine quite considerably. Previously considered somewhat exotic, wire-cutting technology is thus becoming a preferred manufacturing process, especially in toolmaking.”
For More information, contact WD Hearn – Tel: 021 534 5351
By LUKE LOFLAND, Regional Sales Manager Okuma, America
Once proven efficient and effective, industry trends and technologies that start with larger manufacturing companies often find their way into the smaller job shops. Machine tool automation systems are doing just that – and at an adoption rate faster than ever.
However, when looking to evaluate automation systems, machine shop owners and management often envision a complicated puzzle. On the contrary, using larger manufacturers as influential case studies, there are several key takeaways job shops can mimic to successfully move to operating with automation systems – even to the extent of lights out manufacturing.
Let’s walk through a high-level look at making a case for automation systems within your machine shop.
At What Point Does My Shop Begin to Investigate Automation as a Viable Option?
Machine shop management may view automation as only being suitable for very high-volume manufacturing and not for the variable environment of high-mix, low-volume jobs that they find themselves making daily. However, with advancements in technologies, automation incorporates a very flexible realm of products that can aid in increasing productivity on any shop floor.
So, at what point should your shop begin to evaluate automation as a viable solution to solving problems or enhancing processes on the floor? Here are a few scenarios that may tip the scale toward starting a conversation with your machine tool provider about an automation-adoption strategy:
Evaluate the tasks currently being performed by humans within your production processes. Are these repetitive, dangerous, or costly to perform? If so, there may be an automation system that can aid and even improve the task.
Assess the automation options available for the machines currently in use by your facility. You may be surprised to learn that some form of automation, from simplistic bar feeders to automatic pallet changers to more sophisticated industrial robots, is compatible with most machine tool categories.
Are you currently running machine monitoring software that is showing inefficiencies within the manufacturing process that you feel an automation system could potentially bridge the gap and improve?
If the current state of the labour shortage is affecting your day-to-day productivity, automation systems and products can be used to level-set your shop’s activities.
The Human Element of Machine Shop Automation
Automation is somewhat of a hot topic within the industry, as it often bears the sentiment of replacing the human element within a job setting. However, automation is never a true replacement or alternative for highly skilled people and, if used correctly, is actually a viable way to amplify and support these individuals at machine shops of any size.
Quite simply, highly knowledgeable individuals cannot be replaced due to the value they bring to the machining process. Unfortunately, people with these characteristics often participate in repetitive, low-value tasks instead of the higher-value tasks that drive business – and profitability – forward. Machine shops should look to see how automation systems can overtake those monotonous, low-value processes and, in turn, place skilled individuals in activities where their minds are being fully challenged.
It’s important to use these employees to not only set up and manage higher-value tasks, machine monitoring software, and even the automation systems themselves but also to harness their skill set to improve processes and make your shop floor a more productive and efficient environment in which all employees thrive.
Increasing Your Unattended Machining and Making the Shift to Lights Out Machining
By directing the energy of your skilled machinists to the more complicated, higher-touch tasks and utilizing automation systems for the less sophisticated processes, your shop will see an uptick in productivity; the use of unmanned machining will also more than likely start to grow. And as the interactions between humans and automation become more of a comfort zone, this may present a strong business case for lights out manufacturing.
WHAT IS LIGHTS OUT MANUFACTURING?
Known by multiple naming conventions such as 24/7 manufacturing or dark factory, this philosophy is the utilization of untapped resources (machine tools) during typical downtimes of operations (night-time) that are fully automated and require little to no human presence on-site to operate. Oftentimes, machine shops move to lights out manufacturing once the automation system(s) in place proves reliable during the daytime hours while humans are present. That trust is then transferred to the night-time unmanned hours.
More machine – and job shops are turning to lights out manufacturing philosophy due to the understanding that a continuous-improvement model is required to stay competitive. When evaluating lights out manufacturing, you may learn that the most profitable span of time can be when no one is physically located at the shop, yet your machine tools continue to run.
How Automation Benefits Machine Shops of Any Size
The expected cost savings and increased profit margins are pushing shops to adopt automation. What are some of the tangible and financial benefits of adopting a wide range of automation from entry-level to fully running lights out?
Efficiency improvements: Tackle more work and increase machining hours without adding to your overhead expenses or cost of labour.
Increase intake of job opportunities: Take on additional work to be manufactured during traditional non-operational work hours.
Reduce lead times: Manufacturers can deliver quicker due to the extra hours of fully automated manufacturing.
Scrap reduction: Removing the human element in the process will provide greater consistency and reduce the introduction of errors.
Energy conservation: Utilities such as lighting or HVAC requirements can be minimized or eliminated.
Reduced accidents: Automation system(s) reduce the potential for injury and increase workplace safety.
Who Can Help My Shop Move Forward With Purchasing and Implementing Automation?
As mentioned, automation encompasses a wide array of product solution sets that range in their compatibility with different machine tools by category and even OEM. While price points and benefits of automation are very attractive, your shop will more than likely look to the advice of a local distributor on the correct automation system that is perfect for your application, as well as provide aid in the integration process.
At Okuma, we believe in being there for your shop during the entire process. Even before you begin the automation conversation with our team of experts, we have been working behind the scenes for decades with members of Partners in THINC, as well as other third-party suppliers, to ensure full harmony with our high-quality machine tools. So, when you are ready to execute an automation strategy, our team of trained automation professionals will be available to walk you through the process.
Wilfried Liegard in front of a Bystronic bending system where green steel is tested.
Steel production is responsible for eight percent of CO2 emissions worldwide. Are there environmentally friendly manufacturing processes? Two experts provide insights!
Our world is built on steel. From buildings and power lines to the automotive industry and ship-building to medical, office and computer technology, there is no area of our lives that does not contain steel in some form. “Steel has thousands of applications,” says Wilfried Liegard, a member of the research team at Bystronic. While steel offers many different properties, it can be as rigid as it is flexible, absorbent or resilient, easy to shape or dimensionally stable. Added to this is the fact that iron ore is almost inexhaustibly available on our planet. “Our world is built on steel, and the hunger for steel is growing,” he says.
In the last 50 years, steel production has increased about six-fold. In 2022, over 1.8 billion tons of steel were produced, according to the World Steel Association, two thirds of it in China. Steel production, therefore, has a decisive influence on achieving climate targets. Worldwide, steel production is responsible for around eight percent of CO2 emissions, while in Europe the share is four percent. In the classic manufacturing process, 1.8 metric tons of CO2 are produced concurrently with each metric ton of steel, or as Christian Leinenbach, metals expert at the Empa Research Institute and lecturer at EPFL, pointedly puts it: “It’s actually CO2 production, and iron is the useful by-product.”
As in other areas of life, pressure is growing in the steel industry to become climate neutral, but how? The magic word is fossil-free, or “green” steel – steel whose production releases as little CO2 as possible into the air. Christian Leinenbach cites several ways to achieve this. Oxygen can be removed from the ore using hydrogen instead of carbon. “The reaction with hydrogen produces not pig iron but porous granulate,” he says. This can then be processed into steel in the electric arc furnace using electricity – the energy requirement to do so is lower than that of the blast furnace. The important thing is that the electricity for the arc furnace and the production of the hydrogen must come from renewable energy sources.
The entire piece was fabricated using a Bystronic laser to cut from a green steel material.
As an additional means on the road to CO2-neutral steel production, Leinenbach mentions carbon capture technologies, such as those being built by the Swiss start-up Climeworks. Produced CO2 is captured here and stored in the soil, for example.
Wilfried Liegard goes even further: “In the end, the whole chain should be green, including transport,” he says. If the iron ore is mined in India, processed into pig iron in the Middle East and refined into steel in France, the transport of the material puts an additional burden on the climate. The mines would also have to become greener, for example by using electric machines to mine the ore. Last but not least, these machines would themselves have to be made of green steel.
Milestone – laser cut and bent parts made with green steel on Bystronic Systems.
For the research team at Bystronic, the material properties are also of particular interest. Can green steel be cut and bent in the same way as conventional steel? “Green steel is chemically and physically practically the same as fossil steel,” says Liegard. Cutting, he says, is not a problem. Bending, on the other hand, raised questions: does the green steel contain larger residues of hydrogen, for example? “We compare curves and try to conclude how the steel behaves at different pressures,” he says. Nor, he adds, can one simply speak of steel as a material. “There are about 3000 different steels,” adds Empa researcher Leinenbach. “It is a group of materials,” he says.
Substantial investment required
Nevertheless, green steel is not yet being produced in large quantities. The Swedish company SSAB is currently leading the way – but with a total production capacity of just under nine million metric tons, it is a small fish in the pond. In 2020, the steel giant China Baowu Group produced over 115 million metric tons, while Arcelor Mittal managed 78.5 million metric tons.
“The biggest challenge is scalability of production,” Liegard says. The change would require high investments, he calculates, at around one billion U.S. dollars per steel company. “We therefore expect steel to become about 30 percent more expensive” he says. Leinenbach confirms this figure, while calling it a balancing act. The auto industry, for example, would either have to let the more expensive steel flow into its pricing or use less steel. Electric cars would have a certain advantage, as they do not contain an engine block. Last but not least, recycling needs to be considered, he says. Every ton of steel already contains about thirty percent recycled steel, he says, and this figure could be improved. “We have to look at the material as a recyclable material,” Leinenbach concludes.
For more information please see www.bystronic.co.za or contact Bystronic on 010 410 0200.
To machine threads quickly and precisely, TaeguTec offers the TS-THREAD line, which enhances the efficiency of the thread-making process by cutting processing time and costs while also minimizing the likelihood of manufacturing defective products.
TaeguTec offers a large selection of thread milling cutters that meet the standards for both internal and external threading.
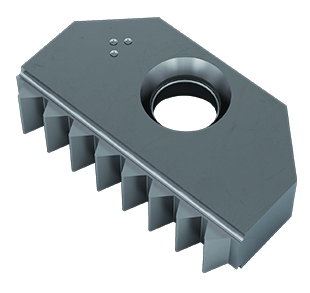
For the manufacturing of internal and external, as well as right- and left-hand full profile threads, TaeguTec offers the TTMT line as an indexable insert type, which offers excellent chip control with high precision and high surface quality.
Insert
For thread milling applications that use indexable inserts, TaeguTec recommends either the MTE D end mill line or the MTF shell mill tool.
End millShell mill
Since these tools can mount different thread inserts with varying profiles, one tool can be used to produce a variety of thread standards and can produce both right-hand and left-hand threads. Internal coolant that is directed toward the cutting region is present in both lines.
The MTE D end mill type improves overall machining performance due to its high rigidity feature, and the MTF is recommended for large thread diameters with high accuracy and uniformity.
For thread milling operations, TaeguTec provides a complete line of solid carbide end mills that have a diameter ranging from 0.72 mm to 20 mm and are suitable to machine a variety of materials, including cast iron, steel, stainless steel and more. Cutting geometry, helix angle, number of flutes, length, and grades differ between the tools.
Solid carbide thread mills without coolant channels from the MTEC line are typically suitable for internal and external thread milling. With the exception of gummy and sticky materials, this family can be used to produce thread from any sort of material.
Without coolant
To improve tool life in all thread milling applications, the MTECB line is a group of solid carbide thread mills with a coolant hole that are intended for milling internal threads in blind holes but can also frequently be used to produce external threads.
Coolant hole on bottom
For extremely exact profiles on small internal and exterior threads, TaeguTec offers the TS-THREAD MTECS solid carbide thread mills. The cutting zone of these one-of-a-kind thread mills is only three teeth long, has three flutes, and has a released neck between the cutting zone and the shank.
Solid short left-hand cut MTECSH carbide thread mills are used to create small internal threads in hard materials. These thread mills have a released neck between the cutting zone and the shank and a short 3-tooth cutting with 3 flutes.
MTECI partial-profile solid carbide thread mills with coolant holes offer a universal solution for a variety of pitch and thread sizes.
For internal deep thread milling, the TS-THREAD MTECQ family of solid carbide thread mills with coolant holes and smaller neck diameters between the cutting zone and the shank is advised. Thread lengths up to 3.2 x DC can be machined with this tool.
MTECQ-ISO. Solid carbide internal threading end mills with coolant holes & reduced diameter neck for deep ISO metric threads.
TaeguTec strives to provide threading tools that enhance overall performance, lower costs and increase the efficiency of the threading process.
For more information please contact TaeguTec – Tel: 011 362-1500.
In boring, using anti-vibration bars improves performance and reduces power consumption.
Cutting Tools and Sustainable Manufacturing
The term “sustainability” has become increasingly popular in recent years. It is frequently seen in headlines, featured in forms of news media, scientific research and practical seminars. Is the word sustainability merely a trending word or the question of the hour?
The emphasis on sustainability stems from global growing awareness intended for critical environmental issues and climate change, largely caused by human activity. The focus on sustainability reflects our deep commitment to the principles of securing a better future for the planet and generations to come.
Consequently, sustainability has gained prominence in various fields, ranging from everyday life and business to transportation, urban planning and manufacturing. Manufacturing should unquestionably be sustainable. Today, there is widespread recognition and agreement regarding the correctness of this statement. Manufacturing processes use natural resources, consume energy, create waste and pollute the environment. We can mitigate the negative environmental impact only by adopting sustainable production technologies.
Machining remains a primary method for producing parts of machines and mechanisms. Therefore, the question of how to make machining sustainable is relevant more than ever. A cutting tool contacts the machined workpiece directly and shapes it to its required form, removing the rest of the unnecessary material in the form of metal chips. Can a cutting tool be a key factor for improving sustainability? The answer to the above question is undoubtedly a resounding, yes!
Despite its smaller size in comparison to other elements of a technological system, the machine or workholding fixture called the cutting tool can play a pivotal role in achieving sustainable manufacturing practices. The cutting action involved in material removal during machining is an energy-intensive process. However, the cutting tool is designed to be energy-efficient and, therefore, can significantly reduce energy consumption.
The impact of key tool characteristics cannot be underestimated. Advanced cutting geometries minimize cutting forces while anti-vibration designs mitigate chatter, which causes force oscillation. Progressive coatings enhance lubricity, diminishing friction, and efficient cooling methods effectively reduce heat generation. Collectively, these tool elements substantially reduce the environmental impact of machining operations.
In many instances, a cutting tool can hinder productivity growth, limiting the full realization and capabilities of modern machines. Therefore, tools that guarantee higher productivity play a crucial role in reducing cutting time, machine power consumption and greenhouse gas (GHG) emissions. Reliable, long-lasting cutting tools that enhance tool life reduce the frequency of tool replacements or insert indexing. This diminishes machine downtime associated with tool changes, ultimately improving overall manufacturing efficiency.
In addition, utilizing cutting tools that provide a better surface finish can eliminate the need for finish machining operations, thereby decreasing the machining allowance or material stock to be removed. As a result, a dual effect is achieved reducing both, machining time and material waste.
Hence, the term “sustainable cutting tool” is not merely a passing trend but a vital concept that is progressively embraced and integrated as a fundamental principle of sustainable manufacturing. Ultimately the main parameter to analyze a tool is its performance. However, the component of tool sustainability has become a contemporary factor of paramount importance. Understanding the various aspects of how cutting tools impact sustainability largely shapes the requirements for modern tools and guides their development.
How can a cutting tool improve machining sustainability? A brief review of select ISCAR products helps us to understand this profoundly. The design concept of tools with replaceable cutting parts significantly contributes to the sustainable utilization of cutting material.
ISCAR’s tool systems with exchangeable carbide heads, such as MULTI-MASTER and SUMOCHAM, provide a good example of this concept by allowing the rational use of cemented carbides. In addition to the traditional approach of saving cutting material, the mentioned systems offer further advantages related to sustainability. Both the MULTI-MASTER and SUMOCHAM families feature high repeatability, which allows for the realization of the NO-SETUP-TIME principle. This means that replacing a worn head does not require additional setup operations to adjust tool parameters. As a result, machine downtime is significantly reduced.
LOGIQ-3-CHAM represents the next step in the development of drilling tools with exchangeable heads, based on the features of its predecessor, the SUMOCHAM drilling line. One notable parameter that sets LOGIQ-3-CHAM apart from the other drilling systems is its three flutes, as opposed to the traditional two.
A LOGIQ-3-CHAM drill with an exchangeable carbide head has 3 flutes.
This change enables increased feed and speed of up to 50%. Alongside improved productivity, this new design also brings sustainability advantages by reducing energy consumption and GHG emissions. Drilling 16mm diameter holes with an 80mm depth in a part made from low alloy steel exemplifies these features well. With a tool life of 500 holes, when compared to a competitor’s drill with a replaceable two-flute head, the use of ISCAR’s LOGIQ-3-CHAM tool results in a 26% decrease in cycle time and a 19% decrease in energy consumption. Consequently, CO2 emission is reduced by 19%.
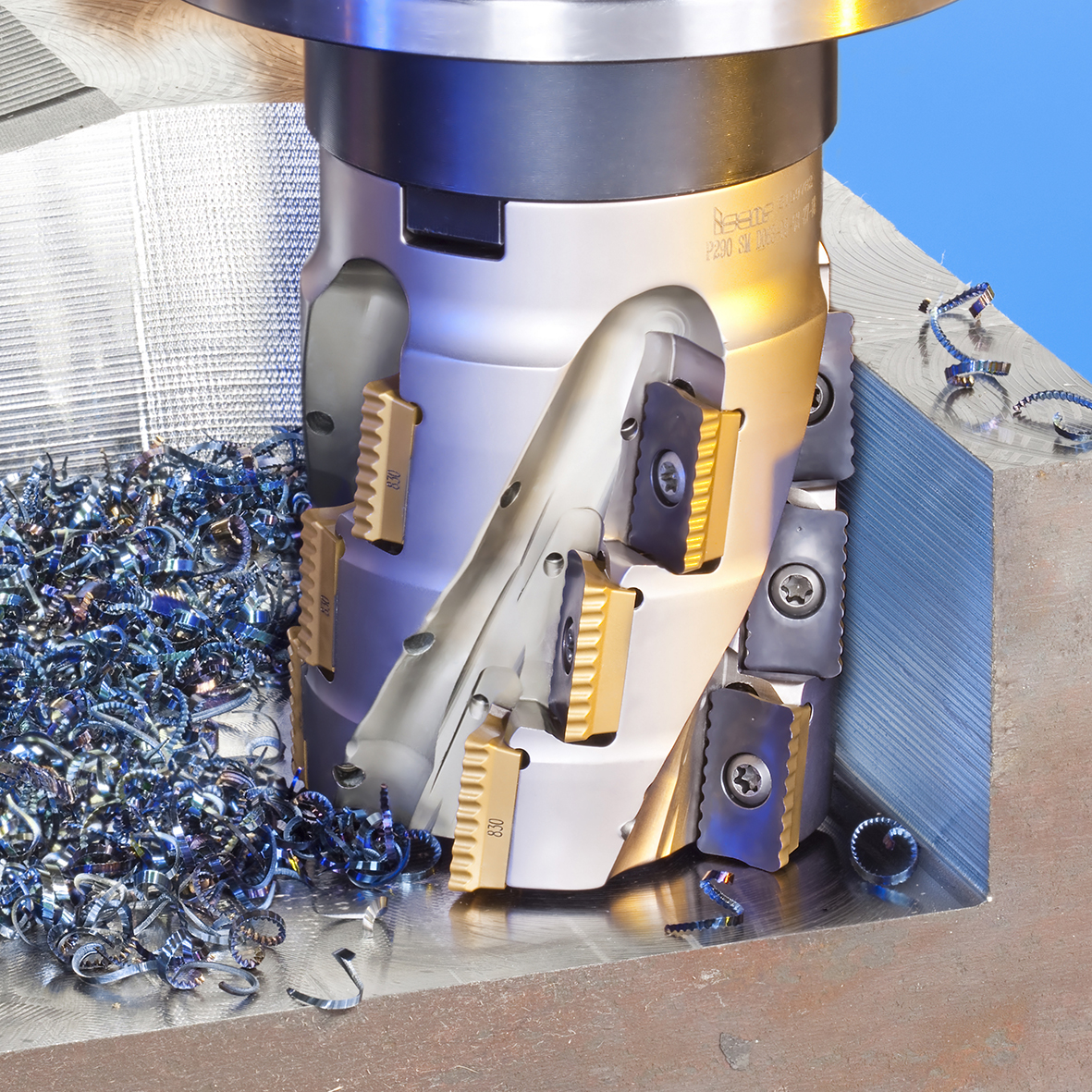
The anti-vibration design of cutting tools plays an essential role in reducing power consumption, extending tool life and improving the surface finish of the generated surface. ISCAR has developed vibration-damping solutions that use various principles. These include vibration damping through specially designed mechanisms, such as in boring bars, as well as the development of specific chatter-resistant cutting geometries.
In boring, using anti-vibration bars improves performance and reduces power consumption.
The geometry incorporates variable helix and unequal angular pitch in multi-flute solid carbide endmills and heads, along with a serrated cutting edge for effective chip splitting action in indexable inserts. Additionally, these tools and inserts ensure better chip handling, which enhances the performance of machining operations. The smart design of the pocket reducer allows mounting smaller size inserts, which provides the option of extending the use of existing tool bodies instead of purchasing new ones. This not only reduces the waste of raw materials but also helps decrease GHG emissions.
Chip-splitting geometry of MILLSHRED indexable milling cutters provides high stable milling and better chip handling.
Additive manufacturing (AM) has introduced new sustainability features in tool design. Firstly, AM technologies enable the production of a tool body that closely resembles its final shape, minimizing the need for finish machining and significantly reducing tool material consumption. Additionally, these technologies make it easier to create inner coolant channels in an optimal manner, improving the coolant flow through the tool body to the cutting zone.
The examples featured in this article illustrate how energy- and material-efficient, durable cutting tools can have a significant impact on technological sustainability. Such tools not only help reduce energy consumption and waste, but also contribute to cost savings and environmental stewardship.
For more information, please contact ISCAR South Africa (PTY) LTD – Tel: 011 997-2700.
Nakamura-Tome Precision Industry Co introduced a new two-turret two-spindle precision CNC multitasking lathe the WY-100V. The new machine features many new technologies which reduce cycle time drastically.
Shogo Nakamura, CEO at Nakamura-Tome Precision Industry says: “Seven years after the predecessor WY-100II was released, the WY-100V was developed to present a higher value-added multitasking machine. The most significant feature is its high-speed capability. To minimize idle time, we have developed a new technology called “ChronoCut” and achieved significantly higher spindle speeds and milling speeds, while improving torque on the hardware side. As a result, we have successfully reduced cycle time by 30% in an actual machining case.”
Sample Workpiece of a Hydraulic Valve Component.
New hardware and software solutions have been developed to improve accuracy, while promoting faster mass production. Moreover, in terms of control, various techniques have been incorporated to reduce idle time. It is a completely new multitasking machine that is faster, while enormously enhancing productivity.
In a multi-turret machine, speed is of utmost importance. By reducing cycle time with a fast machine, customers can make a large number of workpieces within the same amount of time and effort. This subsequently is saving manufacturing costs in challenging cost-cutting situations, while alleviating concerns about tight delivery deadlines.
CNC Multitasking Lathe WY-100V.
“The WY-100V is a machine that embodies the concept of “Faster than the fastest.” It aims to reduce the burden on the shop floor. Even a few seconds of cycle time reduction can bring great satisfaction. Still, we have set a high goal of aiming for a 30% reduction with the sample workpiece demonstrated above and developed the machine from scratch with the dedication of our team. It is a machine that incorporates all our hardware, software, and machining expertise. We invite you to experience our new flagship two-turret machine,” concludes Shogo Nakamura.