The Fraunhofer Institute for Organic Electronics, Electron Beam and Plasma Technology FEP from Dresden, together with partners, has succeeded for the first time in producing OLED electrodes from graphene.
The electrodes have an area of 2 . 1 square centimeters. “This was a real breakthrough in research and integration of extremely demanding materials,” says FEP’s project leader Dr. Beatrice Beyer. The process was developed and optimized in the EU-funded project Gladiator (Graphene Layers: Production, Characterization and Integration) together with partners from industry and research.
Graphene is considered a new miracle material. The advantages of the carbon compound are impressive – graphene is light, transparent and extremely hard and has more tensile strength than steel. Moreover, it is flexible and extremely conductive for heat or electricity. Graphene consists of a single layer of carbon atoms which are assembled in a kind of honeycomb pattern. It is only 0.3 nanometers thick, which is about one hundred thousandth of a human hair. Graphene has a variety of applications – for example, as a touchscreen in smartphones.
Graphene and Graphite
Anyone who thinks about graphite pencils when they hear graphite is not so far off. Graphite is also a carbon compound. However, the difference is that graphite consists of at least ten atomic layers, while graphene has only one.
Chemical reaction of copper, methane and hydrogen
The production of the OLED electrodes takes place in a vacuum. In a steel chamber, a wafer plate of high-purity copper is heated to about 800 degrees. The research team then supplies a mixture of methane and hydrogen and initiates a chemical reaction. The methane dissolves in the copper and forms carbon atoms, which spread on the surface. This process only takes a few minutes. After a cooling phase, a carrier polymer is placed on the graphene and the copper plate is etched away.
Gladiator project was launched in November 2013. The Fraunhofer team is working on the next steps until the conclusion in April 2017. During the remainder of the project, impurities and defects which occur during the transfer of the wafer-thin graphene to another carrier material are to be minimized. The project is supported by the EU Commission with a total of 12.4 million euros. The Fraunhofer Institute’s important industrial partners are the Spanish company Graphenea S.A., which is responsible for the production of the graphene electrodes, as well as the British Aixtron Ltd., which is responsible for the construction of the production CVD reactors.
Applications from photovoltaics to medicine
“The first products could already be launched in two to three years”, says Beyer with confidence. Due to their flexibility, the graphene electrodes are ideal for touch screens. They do not break when the device drops to the ground. Instead of glass, one would use a transparent polymer film. Many other applications are also conceivable – in windows, the transparent graphene could regulate the light transmission or serve as an electrode in polarization filters. Graphene can also be used in photovoltaics, high-tech textiles and even in medicine.
XARION Laser Acoustics announced the completion of its Series A round of financing with a seven-digit investment volume. XARION succeeded in winning the newly-founded TRUMPF Venture as the largest investor. As a result, the TRUMPF venture capital company is now placing its first investment. In addition to TRUMPF Venture, the circle of investors also includes Hans-Peter Porsche.
Balthasar Fischer, CEO of XARION Laser Acoustics GmbH
XARION develops and produces the world’s first laser-based optical microphone, enabling the measurement of ultrasonic waves in the air or in liquids. Its use will be instrumental in the development of fields such as non-destructive material testing, process control in industrial environments and medical diagnostics.
“Our membrane-less laser sensors can be used profitably in a whole range of industrial applications. Crucially important here is the ten-fold frequency range compared to state-of-the-art acoustic sensors,” said Balthasar Fischer, CEO of XARION Laser Acoustics, describing his company’s field of technology.
Christoph Siebert, Head of Technology Management at TRUMPF GmbH + Co. KG
The investment underlines XARION’s and TRUMPF’s joint intention to work together closely on the use of optical sensors in industrial process monitoring. The technological proximity of TRUMPF, and its deep roots in industry, offer good opportunities for the further development and growth of XARION. “With these unprecedented opportunities in process monitoring, XARION is a key contributor to further quality increases and new applications in the Industry 4.0 environment,” said Christof Siebert, Head of Technology Management at TRUMPF, describing the background of the investment.
In 2016, after several years of development, XARION successfully entered the market. In addition to various high-precision sensors, it also supplies the necessary software for data analysis.
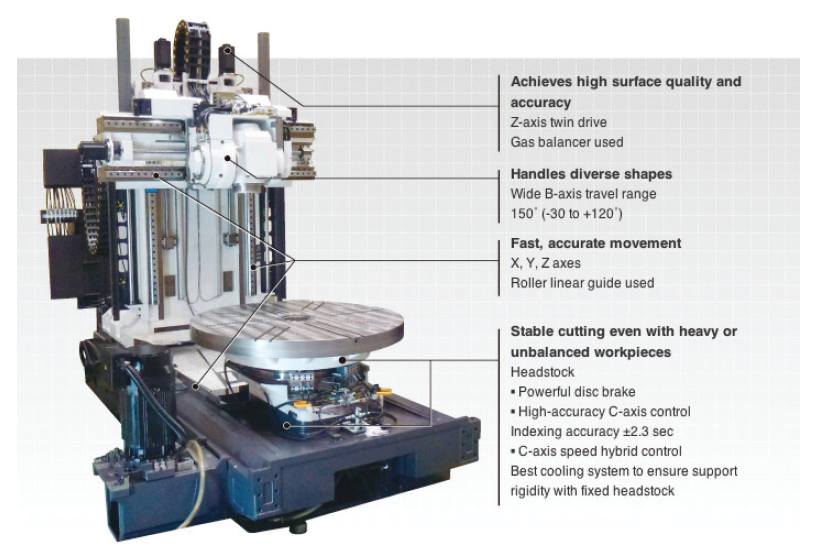
Locally available from F & H Machine Tools, the VTM-2000YB is a large vertical multitasking machine with a maximum turning diameter of 2,000mm. This is a truly process-intensive machine that covers needs from powerful multitasking with milling stock removal of 1,000 cm3/min (S45C) and turning capacity of OD cutting of 6.5mm2 (S45C).
Axis movements are those of a complex 5-axis multitasking machine, but ease of use is provided with “Easy Operation” OSP-P300S and the Collision Avoidance System gives a strong sense of assurance. The Thermo-Friendly Concept is also used for outstanding dimensional stability.
The VTM-2000YB, together with the previously launched VTM-1200YB, brings together the most advanced technologies to achieve high-accuracy 5-axis machining, innovating production of large, complex-shaped parts for the aerospace and energy industries etc.
Superior machine structure delivers high performance.
For more information, contact F&H Machine Tools – Tel: (011) 397-4050.
Using innovative electric meters and smart algorithms, Fraunhofer researchers want to revolutionize energy management in the future.
In cooperation with their partners, they have developed a method that breaks down total energy consumption appliance by appliance using a single, high-tech electric meter.
The cost of electricity is rising. Saving energy ceased to be a fad long ago and is now a sheer necessity. Yet up until now, consumers could do little more than switch appliances off or leave them on standby. But thanks to NILM (non-intrusive load monitoring) technology, which was developed by the Fraunhofer Institute for Microelectronic Circuits and Systems IMS in Duisburg, things might change radically very soon. The NILM project involves IMS as the lead organization and other partners from industry, and received the go-ahead in October 2015. It is projected to last two years.
The technology is based on a simple principle – each device has a pattern of energy consumption that gives rise to a type of signature or fingerprint within the power grid. Using algorithms, it is possible to identify this signature within total energy consumption and so determine energy consumption rates for individual appliances. Only one meter capable of taking three-phase current and voltage measurements is needed to do so. This eliminates the laborious installation and maintenance of multiple meters – also known as sub-metering.
Avoiding power grid peak load times
A software program visualizes the power consumption of each device in real time. Users can determine when the coffee maker switches itself on, the washing machine is spinning, or a light has been switched off. Users can also identify when an appliance is faulty because faults also give rise to altered consumption signatures. If a refrigerator develops a faulty seal, for instance, increased energy use will draw attention to it.
In industry, trade and commerce and the service sector, NILM technology could result in energy savings of more than 12 percent. Companies can analyze their power consumption during production and determine what components in a product use high levels of energy during manufacture. Peak load times in the power grid can also be recorded and therefore avoided.
Complementing industry 4.0
NILM represents an ideal complement to industry 4.0. By measuring the power consumption of specific devices, a company can optimize its energy management. Dr. Gerd vom Bögel, head of the business unit at IMS, and his team are developing and optimizing the required algorithms to make this vision a reality. “A single electric meter can monitor over twenty devices. Conventional meters, in contrast, only show total energy consumption by all connected devices, for instance that a light, fridge and toaster combined have used a total of 500 watts,” explains vom Bögel.
To supply the algorithms with sufficient data, the high-tech SmartMeter measures energy intake at a scanning frequency of up to 1 megasample-per-second. Among other things, the meter records interference voltage, that is, the noise produced by devices in the power grid. Which devices are in use can be determined based on the various frequencies of the interference voltage.
EasyMeter GmbH is the partner responsible for developing NILM meter hardware while Discovergy GmbH is developing the necessary gateway and processing server. Still another project partner, GreenPocket GmbH, is responsible for the user interface and evaluates and visualizes data. Finally, innogy SE secures suitable test clients from the commercial and industrial sectors and analyzes data with a view to developing measures to ensure more efficient energy use. The German Federal Ministry for Economic Affairs and Energy (BMWi) is providing the funding for this joint project.
Fraunhofer researchers continue to work on the system’s recognition accuracy and the ideal combination of measured parameters and algorithms. The technology is expected to be ready for the market in summer 2017. “While industrial and commercial applications are our focus, home users are another suitable group,” says vom Bögel.
The ST-50 and ST-55 from Haas Automation Inc., are heavy-duty, large-bore turning centers that are extremely rigid, highly accurate and very thermally stable. Both machines offer twin-chuck capability, a high-torque spindle and a large-diameter through-bore, making them ideal for machining heavy pipes and fittings, large couplers and long rollers.
The ST-50 and ST-55 both have a maximum cutting capacity of 648 x 2032mm, with swings of 876mm over the front apron and 648mm over the cross slide.
In cooperation with their partners, they have developed a method that breaks down total energy consumption appliance by appliance using a single, high-tech electric meter.
The ST-50 features front and rear A2-15 spindle noses, with an 216mm through-bore, while the ST-55 features front and rear A1- 20 spindle noses, with a massive 318mm through-bore. Both machines accept a variety of aftermarket large-diameter manual and pneumatic chucks, and an air-chuck-ready provision is available.
Each machine’s massive spindle is powered by a 41 kW vector dual-drive system through a Haas-built two-speed gearbox to provide 5762 Nm of torque in low gear. High gear provides a maximum spindle speed of 1000rpm. A servo-driven tailstock (MT6 taper) is standard, and a steady rest provision is available for additional support of long shafts.
360 liter Coolant Tank with 0.6 kW pump, 19.9 L/min @ 2 bar.
Both the ST-50 and ST-55 come equipped with a massive hydraulically clamped 12-station bolt-on style tool turret that accepts 184mm split boring bar holders, as well as standard BOT toolholders. Standard equipment includes rigid tapping, a color remote jog handle, a 381mm color LCD monitor, and built-in USB connectivity. Available high-productivity options include a belt-type chip conveyor, high-pressure coolant systems and much more.
To tackle the types of jobs common in oilfield work, the ST-50 and ST-55 are available with Haas Automation’s proprietary Intuitive Programming System, which includes powerful built-in threading and rethreading cycles for both straight and tapered threads – something found on no other machine.
The Haas fully programmable servo driven tailstock can be activated via the part program, or controlled directly with the standard foot switch. Closed-loop positioning allows you to stop the tailstock anywhere along its travel. Compact, robust castings provide superior rigidity and a proprietary quill design damps vibration. The tailstock features an MT6 taper and provides up to 20 017 N of thrust.
The machines also feature a heavy sheet metal enclosure that provides complete protection from chips and coolant during machining. A pair of wide sliding doors provides unobstructed access to the front chuck and main work area, both from the front and the top, allowing easy overhead loading.
The rear chuck area of each machine is fully enclosed during machining, but has a wide sliding door and swinging end panel to provide complete access from the front and top, simplifying chuck installation and adjustment and making it easy to load pipe using an overhead crane. Unlike some competing machines, it’s not necessary to remove sheet metal panels or modify the enclosure to handle drill pipe.
For more information, please contact Haas Factory Outlet – Tel: (011) 974-2301.
600 UK have now added extra capacity bed lengths to their already hugely successful heavyweight series of Harrison Alpha XS CNC combination lathes.
The heavy duty Harrison Alpha 1660XS and 1760XS models were introduced in 2015 and were specifically designed in response to increased customer demand for turning larger diameter components accurately, efficiently and more cost effectively.
Both manual/CNC lathe models are of cast iron construction, for maximum stability. Previously available with centre distances from 1.5 metres up to 4 metres, they now include both 5 and 6 metre configurations.
The Alpha 1660XS and 1760XS machines offer a high powered 18.5kW motor with 105mm spindle bores (1760XS model has an optional bore of 155mm), outputting a spindle speed of 2000 and 1400 rpm respectively, for even more heavy duty turning performance and accuracy with longer and larger diameter components.
The Alpha 1660XS and 1760XS models are fitted with the same unique Fanuc 0iTD / Harrison Alpha control system as the rest of the range. The system offers customers huge flexibility through the Harrison control, allowing four ways of working for the operator, including manual turning through to full CNC production.
For more information, contact F&H Machine Tools – Tel: (011) 397-4050.
All medical devices must now be uniquely identified using the UDI system to allow them to be tracked through the entire supply chain.
The high technology company TRUMPF is launching a fully-fledged, turnkey solution for UDI-compliant laser marking of medical devices. By combining a marking laser and UDI software module in a single package, TRUMPF has made it possible for customers to acquire both components from a single source. This helps manufacturers comply with current provisions that require medical devices to be uniquely identifiable so that they can be tracked through the entire supply chain. Consistent standards are a good way to enhance trust and safety in this context and the U.S. Food and Drug Administration (FDA) has already developed and introduced a global device identification system based on what it calls unique device identifiers, or UDIs. Every medical device must be labeled with a unique device identifier in human and machine-readable form that can be checked against a master data entry in a central database.
Even when confronted with medical devices made from highly reflective materials that are cleaned and sterilized on a daily basis, the new TruMicro 2000 can create corrosionresistant marks with a permanent high contrast appearance.
Software and marking laser from a single source
The UDI – often applied in the form of a linear bar code or 2D DataMatrix code – combines static and dynamic identifiers. The static portion is a unique, dedicated code for the specific medical device, while the dynamic portion changes for each batch of products. There are currently three accredited UDI labeling standards – GS1, HIBC and ISBT 128. Based on its TruTops Mark marking software, TRUMPF has now developed a special module to create standard-compliant UDIs from company and production data and mark them on medical devices. Users can use whichever of the three identification systems they choose to present their data in UDI format. The whole process also functions in reverse, with the optional VisionLine Mark image processing module enabling the TRUMPF software to quickly scan and read UDIs on medical devices.
So how exactly do companies affix UDIs to their medical devices? Marking lasers have become well-established among medical device manufacturers as a tried and tested approach. Thanks to its broad product range, TRUMPF can offer the right laser for any kind of material, from stainless steel and aluminium to plastics and organic materials. The new TruMicro Mark 2000 is a particularly good choice for the medical device sector. It offers an ultra-short pulsed laser with extremely short 0.4- to 20-picosecond laser pulses and high pulse energies of up to 20 microjoules. What’s more, it produces completely corrosion-resistant marks that maintain their high contrast appearance even in the face of repeated cleaning and sterilization – and that’s a definite plus, especially when it comes to medical devices.
So how does it work? The pulses emitted by the TruMicro Mark 2000 are short enough to enable cold material processing. In other words, the time taken to absorb the laser energy is shorter than the time required to heat up the surrounding material, so the machining of the material is completed before thermal processes can take effect. To mark the medical device, the high pulse peak powers of the TruMicro Mark 2000 initially produce a nanostructure on the device’s surface. This rough surface then creates a kind of light trap that significantly reduces the diffuse scattering of the light, causing the mark to take on a permanent dark black hue. Perhaps the biggest advantage of this method is that it allows the protective chromium oxide layer of the steel to re-form after processing, preventing the onset of corrosion.
For more information, please contact Retecon – Telephone (011) 976-8600.
The process of properly controlling chip formations are important in order to prevent the loss of production due to frequent halts in the machining process as well as safety hazards to the operator, damage to the tools and work-piece.
To eliminate the negative factors in machining, TaeguTec has expanded on the power of chip breakers with two new introductions of its highly popular RhinoRush line of small and strong inserts.
The FS and MK chip breakers were released in order to improve machinability by reducing cutting forces and the crater wear of cutting tools while operations are conducted on various alloys and cutting conditions.
The RhinoRush MK chip breaker is primarily for medium applications while machining stainless steel and heat resistant materials.
What makes the MK chip breaker so special is that it is a more stable insert that offers long tool life because of its sharp edge design that minimizes built-up-edges during machining operations.
Case studies prove the effectiveness of the MK chip breaker with tool life being increased by over 300 percent compared to similar offerings by leading competitors.
For example, during the product testing phase of a workpiece made from SUS 304, the MK chip breaker coated with TaeguTec’s famous TT9080 grade witnessed an increase of tool life by 343 percent during continuous cutting conditions where speeds were 160 meters per minutes and cutting conditions were the same.
During another continuous cutting test, but this time on the difficult-to-cut material Inconel 718, tool life was increased by 159 percent with all cutting parameters the same.
The other big unveiling for the RhinoRush line is the FS chip breaker, which is primarily for finish turning.
The FS chip breaker is specifically designed to enable excellent chip control on steel finish turning with superior evacuation under low feed and low depth of cut applications.
A further benefit of the FS chip breaker is the insert’s sharp cutting edge which drastically reduces machining load resulting in minimal vibration during operations.
For more information, contact TaeguTec – Tel: (011) 362-1500.
The synchronous interaction of the individual processes is the result of near-fully-automatic programming via push-button.
A high-precision, fully automatic machine that takes care of production largely autonomously – that’s the new TruLaser Center 7030. It offers extremely efficient, automated and synchronous processes, from its programming all the way to sorted and stacked workpieces. The machine works with a hybrid drive system to meet the ambitious development goal of eliminating all obstacles to smooth processing in laser cutting today. These include shutdowns due to collisions involving parts tilting over, refinishing work on microjoints, spatter on the undersides of components and excessive programming work.
The TruLaser Center 7030 moves the sheet and the cutting head simultaneously and the slats have now been replaced by brush tables. The machine can eject small parts safely and sort them into containers, it disposes of residue and slag, it sorts and stacks larger parts during machining, it can load itself with blank sheets on a very tight space, it stacks scrap skeletons and the programming is also largely automatic. Numerous innovative and patented solutions contribute to the coherence of the entire concept. Heinz- Jürgen Prokop, Head of Development and Procurement in the TRUMPF Machine Tools division, explains, “we were gradually having to face more and more calls for help from our customers, asking us for solutions that would create a secure overall process. It turned out that this wasn’t possible with the machine concepts we already had, so a complete re-think was required.”
High dynamics through additional axis of the optic
The SmartGate – two slides move synchronously with the cutting head, and the distance between them changes automatically. As a result, parts rest securely on top and smaller parts can be directly ejected.
The TruLaser Center 7030 works with a TruDisk solid-state laser, with six kilowatts of laser power. In terms of cutting productivity, it is easily on a par with today’s high-end machines with flying optics, even though the sheet, with its relatively high mass, is moved precisely over the brush table in the Y direction. This was made possible by two solutions. Firstly, the sheet – maximum large format 3000mm by 1500mm – is moved across the short side. And secondly, the cutting optic, which moves mainly in the X direction, has an additional axis in the Y direction with travel of ± 55mm. This means that with smaller contours, only small masses need to be accelerated, enabling high dynamics.
Increased process safety due to a pressing-out cylinder – the TruTops Boost programming software calculates the ideal pressing-out point automatically.
Secure part support thanks to the mobile SmartGate
On a hybrid machine, the support table for the sheet has to be divided beneath the path taken by the cutting head. This creates a gap through which the laser beam can escape downwards, but through which slag, slugs and cutting gas are also extracted. To prevent any sheet contours from getting caught there and to enable a far more efficient exhaust system, the TRUMPF developers invented the SmartGate – two slides which move synchronously with the cutting head. They can also change their distance from each other, to create different-sized gaps. This results in two major benefits – the sheet is securely supported during the cutting process and small parts measuring up to 160mm by 160mm can be simultaneously ejected downward.
To ensure maximum process reliability, an ejector cylinder has been attached to the cutting head that presses the sheet metal parts outward and downward. The programming system TruTops Boost calculates the ideal pressing-out point automatically to suit the respective part contour. Since the slides below form a counter-bearing parallel to the sheet, the workpieces cannot tilt over. Scrap and slag fall directly into the scrap cart, or are transported out of the machine on a conveyor belt. Good parts are intercepted by a retractable sorting flap and the SortMaster Box Linear distributes them into a maximum of eight containers.
Process-safe removal of parts from the scrap skeleton
For the automatic removal of the remaining parts from the scrap skeleton, the TRUMPF experts developed SmartLift and SortMaster Speed – and this represents an intelligent, completely new and above all, process-safe solution. With one stroke on the SmartLift, the cut parts are lifted off the scrap skeleton from below via a total of 180 freely positionable pins. Each individual pin can lift a weight of up to ten kilograms, making the process far more powerful than today’s suction solutions. At the same time, the SortMaster Speed pushes down from above with its suction plates, ensuring precise linear guidance during lifting. As a result, any risk of parts tilting over into the kerf can be safely ruled out. The two telescopic arms on the SortMaster Speed are equipped with three suction plates each, and can sort and stack parts onto a maximum of eight Euro pallets across a total area of 1.6 by 4.8 meters.
With its cutting productivity, the TruLaser Center 7030 is easily on a par with any classic high-end machine using flying optics.Safe removal – with the SmartLift, the freely positionable pins push the cut parts upward from the sheet skeleton, while the SortMaster Speed, with its suction plates, presses down on them from above.
Only minimal cutting interruptions
TruTops Boost also calculates the optimal position of the pins and suction plates automatically – enabling removal of very large parts as well as smaller ones no larger than a credit card. Even highly complex or very filigree geometries – considered impossible to remove mechanically until now – are lifted safely from the sheet, without the need for any additional programming. The strategies for removing and cutting the parts are coordinated in such a way that the machine continues to cut even while the parts are being transported away.
Today, productivity per unit area is an important criterion, and the developers of the TruLaser Center 7030 were instructed to save space wherever they could. They did so successfully, with a solution that temporarily includes the transport route through the production hall. The machine has three electrically powered drawer-type carts, which can be extended as far as the aisle. Pallets with stacks of blank sheets up to 130mm in height, and weighing a maximum of 3 tons, can be placed onto the middle cart from the aisle by, say, forklift trucks. Similarly, there is a cart for scrap skeleton stacks up to 250mm in height, and also a cart that transports pallets with cut parts from the machine. Separating, lifting and insertion of the blank sheets into the clamping unit takes place automatically, parallel to unloading of the scrap skeleton.
Programming in a single step
The numerous options, and the synchronized interplay of the individual processes, make near-fully automatic programming indispensable. In fact, the TruLaser Center 7030 operates almost as simply as a printer in an office. If you send it a document with corresponding job data – geometries, amounts, material types, thicknesses – it provides you with the finished parts, sorted and stacked to suit the order. This includes nesting of the parts on the sheet, assignment of cutting technologies, removal strategies, placement of cut parts onto the storage shelves and ejection into the container.
Here, the SmartGate, ejector cylinder, pins, sorting flap and SortMaster Speed do not have to be individually programmed. Simulations running in the background take into account the component geometry and material characteristics, ensuring an optimal calculation result. They are supported by the clearly laid-out order management of the programming software TruTops Boost. As a result, programming takes place in one single step and largely automatically, but can be adjusted interactively at any time.
Consistently oriented to the future
The TruLaser Center 7030 is capable of working autonomously over long periods, without any operator intervention, and is also equipped with all the necessary interfaces and functions. This makes it an ideal machine for Industry 4.0, and many TruConnect solutions can be used directly. The Performance Cockpit gives an overview of relevant production data. The Dot Matrix Code supports connection to various processing technologies and creates transparency during part tracking. Moreover, the MobileControl app reduces the already low attendance of the operator to a minimum via remote control.
With the TruLaser Center 7030, TRUMPF is addressing sheet metal fabricators from all sectors who cut sheets from one to twelve millimeters thick at high capacity. And this fully-automatic laser cutting machine reveals its potential from the very first shift onward. With two-shift operation, processing costs are up to 30 percent lower compared to standard automated machines with solid-state lasers. As Prokop summarizes, “TRUMPF’s mission has always been to define the technological state of the art in its core areas, and to give its customers the competitive edge. The TruLaser Center 7030 is further proof of this.”
For more information, contact Retecon – Tel: (011) 976-8600.
LVD expands its fiber laser portfolio with the Phoenix FL 4020 and Phoenix FL 6020, two new laser cutting machines designed to handle sheet dimensions of 4000 x 2000mm and 6000 x 2000mm, respectively. Available in 3, 4 and 6 kW versions, the new Phoenix models offer high versatility as all-round machines able to deliver first-class cut quality in both thin and thick materials in standard steels as well as non-ferrous materials, while processing large sheets quickly and economically. Phoenix Series machines provide the highest energy efficiency and productivity benefits of fiber laser technology.
Phoenix FL machines achieve superior cut quality through an advanced cutting head design that allows automated adjustment of focus position and focus diameter, known as zoom focus. To achieve the highest possible speed in every material thickness, focus position and diameter are automatically controlled and adjusted by the CNC controller. This advanced technology makes the Phoenix FL the most flexible fiber laser cutting machine, able to cut different sheet thicknesses with high productivity and excellent cut quality.
Phoenix 4020 and 6020 models feature uprated drive systems to achieve the same dynamic performance as 3015 models allowing fast processing of large format sheets.
Phoenix lasers provide high dynamic processing and fast cutting speeds thanks to the 1μm fiber wave length. Acceleration and overall accuracy is further supported by the machine’s rigid welded steel frame construction. An integrated control and drive system ensure the highest reproduction of programmed contours at fast processing speeds.
Phoenix machines keep uptime high with an integrated automatic shuttle table system that allows one table to be loaded, while the machine is cutting on the other table.
A touchscreen control and LVD’s TOUCH-L user interface make the Phoenix easy to use and operate, further increasing machine uptime. The 19-inch touch screen and icon-driven user interface guide the user through all necessary man-machine interactions. TOUCH-L also incorporates a part programming and nesting feature so users can import drawings directly into the control, applying cutting technology and nesting sheets at the machine.
Productivity-enhancing options include a 10-station automatic nozzle changer and CADMAN-L programming software. CADMAN-L allows automatic or interactive determination of cutting sequences, nesting, full cutting path simulation, as well as other powerful features to simplify programming.
For more information, contact Walch Engineering – Tel: (011) 826-1411












 The heavy duty Harrison Alpha 1660XS and 1760XS models were introduced in 2015 and were specifically designed in response to increased customer demand for turning larger diameter components accurately, efficiently and more cost effectively.
The heavy duty Harrison Alpha 1660XS and 1760XS models were introduced in 2015 and were specifically designed in response to increased customer demand for turning larger diameter components accurately, efficiently and more cost effectively.












