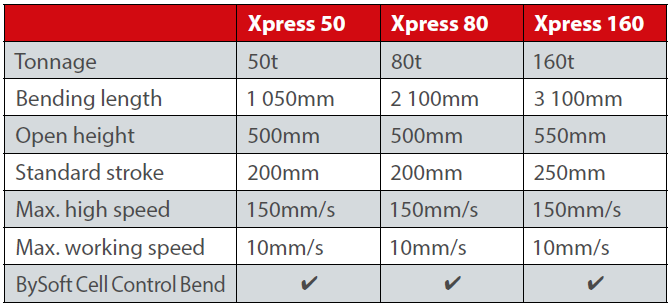
Are you looking for a simple way to get started in bending? The Xpress pressbrake makes the first steps easy and offers high-value bending technology at an attractive price. It is therefore also affordable for very small businesses.
Bending is not an art, at least not with the Xpress pressbrake, Bystronic’s worry-free package for newcomers. By concentrating on the essentials, users become professionals in air bending and coining in no time. The intuitive BySoft Cell Control Bend software also makes every-day bending easier and supports operators at every step.
The modular design with Swiss expertise from Bystronic offers great flexibility. With a variety of tool clamping and backgauge systems, the Xpress can be individually adapted to the requirements of customer’s work environment.
The Xpress offers maximum range and the highest precision with a compact design. The pressbrake’s closed O-frame design guarantees high machine rigidity. It thus creates free space for applications along the entire bending length.
For more information please see www.bystronic.co.za or contact Bystronic on 010 410 0200.
Amada believes that quality work begins with quality tools designed and built from the ground up to deliver outstanding performance, time after time. Every feature, function and configuration we offer has been developed to address the needs of our customers. We understand productivity is the heart of your business, and we can help you optimize it in multiple ways. The Amada Group is one of the leading international machine tool manufacturers who offer solutions to the steel industry.
No two manufacturing needs are exactly alike. Finding the right solution means thoroughly understanding your objectives and configuring a solution to match them. Amada brings decades of industry experience to help you achieve your specified goals with a process that fits and enhances your workflow.
Through many years of research and development, Amada is able to supply bandsaw machinery and blades meeting all requirements. This includes the HK series (for mitre cutting), the H series (semi-automatic), HA / HFA (fully automatic) and the VM (vertical series). The latest technology now offers models such as the PC Saw (pulse cutting) CMB high speed circular saws and the VT Series (vertical mitre cutting).
Some features of these band saw machines include out of square cutting detection, motion detectors to monitor the blade for jamming or breakage while cutting, quick approach arms, no work limit switches and work lights to assist quick set up of work pieces, hydraulic blade tensioning, variable blade speed control, vice pressure control units, positively driven wire brushes, 9 times feed – for cutting long lengths and cut off counters to ensure the correct number of cuts. By using these features, semi-skilled workers can operate these machines, while certain models can be left to run unmanned on larger batch runs, thus reducing the need for dedicated machinists. Take-up conveyors and tri-pod stands are supplied in order to make material handling simple during the loading and cutting process.
These features ensure cutting accuracies of up to 0,2mm, subsequently reducing or even eliminating secondary machining processes in most cases. This in turn lowers processing time of componentry, while ultimately bringing down costs.
HPSAW – “HYPERSAW” HIGH-PERFORMANCE CNC BAND SAW
HP SAW 310
Extremely powerful band saw for section lengths up to 600mm
In pursuit of the fastest cutting performance possible, Amada has developed the HP Saw in conjunction with the “Axela – HP blade.
The HP bandsaw defies the norms of bandsaw cutting with its patented bridge type saw head frame and many other un-imaginable features. This energy saving technology is operated through a WINDOWS based CNC controller with all the pre-set cutting data stored and easily accessible for efficient operation without relying on the operator for optimal production cutting.
The HP Saw is the first of its kind to employ a “zero degree” blade twist. This means that the drive and driven wheels are both mounted perpendicular to the frame. By having zero twist in the blade, fatigue is eliminated from the blade body during operation. This, together with the automatically adjusted dual wire brush system and high pressure coolant application, ensure that blade life and production are maximized. Anti-vibration rollers eliminate vibrations caused by high speed processing, and the AC servo vice ensures fast, accurate material positioning, while up to 1 ton of material weight can be accommodated.
CM 75 DG Powerful Carbide Circular Saw
Amada circular sawing machines significantly reduce cycle time during high-precision cutting of steel billets. By using a carbide-tipped circular blade, instead of a linear blade, high speed revolutions are achievable thus facilitating high speed and high accuracy cutting on smaller diameters. The built-in Dyna Guide suppresses blade vibration and ultimately a skew cut.
With the automatic loading table continuous cutting operation is achievable, while the CNC control promotes ease of operation and the use of optimum pre-set cutting conditions.
BANDSAW BLADES
A full range of bandsaw (Bi-Metal) blades are produced by Amada to compliment machine technology. A bandsaw demonstrates the ability and limitations of a blade, meaning that a machine is only as good as the blade being used.
Amada SGB – high productionM-42 bi-metal for metal cutting band saw.
Amada XCELA G Series – high-performance carbide tipped blade for metal cutting band saw.
Amada blades have earned the reputation of extreme reliability and longevity. Manufactured in Japan to the most stringent quality standards and utilising the latest in Electron Beam Welding methods, Amada blades have become the benchmark of the industry. These strict manufacturing measures ensure that premature blade breakage is almost unheard of in the Amada range. The comprehensive variety of blades offered is designed to cater for all types of cutting conditions on all different types of steels and profiles.
CIRCULAR SAW BLADES
Manufactured from the highest quality carbide grades, Amada circular saw blades are guaranteed to offer unmatched accuracy and consistency.
Continuous, accurate cuts are achieved along with outstanding longevity thanks to state of the art manufacturing processes and post manufacturing testing.
Through the dedicated backup of Amada, the robustness of their machinery, the longevity of their blades and the reputation built over many years, Peace of Mind is the most important part of owning an Amada.
For more information, please contact Amada – Tel: 011 453-5459.
Chevalier’s FSG-ADIV Series of surface grinders have several design features to shorten processing and non-processing preparation, including iSurface control, a variable speed spindle, constant surface speed, load detection and in-machine manual dynamic balancing.
FSG-ADIV Series grinders also feature tools to secure Big Data with Chevalier’s exclusive iMachine Communications System TM (iMCS). This software package, combined with data analysis, enhances machine efficiency in the factory while enabling remote monitoring and diagnostics to track machine performance and identify potential problems before they begin. FSG-ADIV Series is ideal for job shops, as well as the aerospace and construction industries.
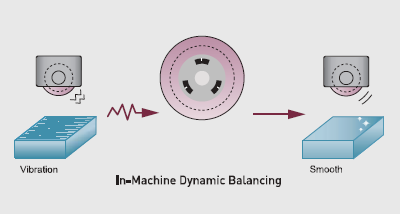
In-machine dynamic balancing
By manually adjusting the in-machine dynamic balancing function, operators can reduce grinding wheel vibration and eliminate the surface workpiece ripple to improve grinding quality.
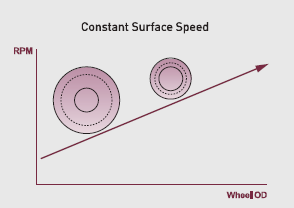
Constant service speed
Variable speed spindle
The built-in driver controls spindle speed. Combined with the automatic dressing function, the driver provides constant surface speed regardless of the grinding wheel’s changing diameter.
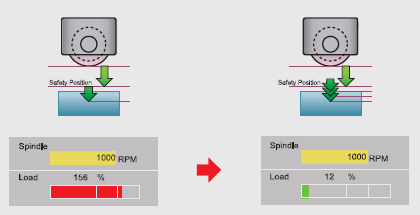
Load force detection
An operator can measure the spindle load during the machining cycle and then utilize this data to determine whether the wheel requires dressing. If an abnormal load is detected, the spindle automatically moves up to stop the cycle.
Enhanced control system
Unlike PLC control boards, the PC-based control’s powerful computing power enhances the HMI for more precise control. Combined with data analysis from network connectivity, it permits managers to improve production for higher output.
Wheelhead and column system
The FSG-ADIV Series wheelhead and column system is composed of hardened and ground steel guideways with inserted roller bearings. This system is preloaded which imparts zero clearance for precise straight movement, accurate feeds and precise linear movement without deviation, even during rapid traverse movement.
Completely supported guideways
The series includes extended base guideways for crossfeed and longitudinal travel to enhance rigidity and stability, upgrade accuracy and longevity and eliminate table overhang to completely support permissible loads.
The guideway rails are composed of (S55C) steel, normalized and hardened by high frequency induction. The heat treated roller bearings are preloaded between the linear guideways, ensuring accurate positioning.
AC servo motor
The AC motor provides high torque, speed and accurate positioning with minimum increments of 0.001 mm (0.00001″). A manual pulse generator (MPG) is included for ease of operation.
The cross-feed speed is controlled by the AC servo motor for better surface finish, precise movement and wheel dressing from the table.
For further information, please contact PUMA MACHINE TOOLS – Tel: (011) 976 8600.
The MH-270M comes equipped with a manual vise and adjustable hydraulic down feed. It is an ideal band saw for the small to medium machine shop, maintenance shop, metal fabricating shop, school, and for limited run production work. It is a great machine for cutting square, round, and rectangular solids, as well as tubing material. Its solid construction ensures many years of reliability and accuracy at a high level of performance.
Features include an adjustable flood coolant system, a blade cleaning chip brush and stepless variable blade speed, plus the swivel saw head which allows miter cutting up to 60 degrees. Add to this a hardened worm gear for durability, carbide blade guides and bearing providing additional blade support and a hydraulic feed control with on/off valve. A heavy duty quick clamp/release vise, AutoCut mode with adjustable feed rate and Quick Approach mode make up the main features.
For further information, please contact PUMA MACHINE TOOLS – Tel: (011) 976 8600.
The Cosen G300 is a rigid hinge type high production machine which incorporates a massive base, sturdy saw frame with an extremely heavy duty gear box, a 5 HP (3.75 kW) drive motor, a user friendly programmable control and a modern new look ! The Smart NC-100 technology is programmable up to 100 different jobs including quantity and length of cut with Automatic Multiple Indexing & Automatic Kerf Compensation. Cutting information such as blade speed, downfeed speed, cutting rate, blade life and error message is clearly displayed for ease of use.
Features include automatic kerf compensation, a “Save-a-Blade” function, rapid troubleshooting via error feedback system, double retracting vises and scrape-free vise plates. Add to this a full stroke hydraulic cylinder, split front vise, inverter-controlled infinitely variable blade speed and an automatic hydraulic blade tension device. Finally a hydraulic chip conveyor and vibration damper complete the standard features.
Optionally available are a hydraulic top clamp, blade deviation detector, 2M heavy duty roller table, blade height detector and a vise pressure regulator.
For further information, please contact PUMA MACHINE TOOLS – Tel: (011) 976 8600.
A wide variety of exchangeable heads, shanks, adapters, extensions and reducers feature MULTI-MASTER as a versatile modular system.
When deciding on the appropriate cutting tool for a particular application, it is difficult to determine whether a standard tool or a special tool is preferable. The ideal tool selection is contingent on various factors, such as the nature of the business situation, the manufacturing program, the production type, and sometimes personal preferences. Standard cutting tools, produced by a specific tool manufacturer, offer high versatility and are appropriate for machining a diverse range of parts that come in different shapes.
Furthermore, the tool exhibits excellent performance capabilities when cutting various engineering materials. To ensure seamless production processes, it is crucial to have the cutting tools delivered in a timely manner. This is why standard tools are the foundation of tool stock management on metalworking production floors.
A special cutting tool is designed for specific operations on a particular part, made of a specific material and used on a machine that requires a specific work holding fixture. This custom-engineered tooling solution aims to provide the best possible performance and outcome. However, there is a downside to this solution as it limits the tool’s versatility, making it less adaptable to different applications. As a result, special tools are primarily used for high-volume mass production, especially in the automotive industry.
A special tool is not readily available and requires significant engineering effort, including concept design, coordination with the customer, detailed design and production. The delivery time for special tools is significantly longer than that of standard tools. Metalworking shops often face a dilemma when choosing between standard or special tools, which can impact project timelines. The question remains, which tool will provide the best solution? Should shops rely on readily available standard tools or opt for a highly efficient special tool with a longer delivery time? Naturally, economic factors such as cost per unit and tool costs should be taken into consideration. All things being equal, in an ideal situation where production programs, processes and inventory are planned, the answer is clear. Therefore, the maximum short lead time is an important factor when choosing a special tool.
Special tools vary in their design complexity. Some are simple modifications of standard tools, such as changes to the corner radius or tool length. These modifications fall under the category of “semi-standard” products, which can be manufactured relatively quickly. The design complexity of a special tool is determined by a pre-design study that assesses the customer’s manufacturing limitations, accompanied by cost calculations and production time. The results of the study determine the limits and cost-effectiveness that correlate to the special tool’s delivery time. However, there are additional ways to reduce the delivery time of special tools, such as using solid tools with exchangeable heads, bodies of indexable cutters or replaceable inserts. The tool manufacturer’s delivery times and production abilities play a significant role in the final decision on how to proceed.
One alternative to engineered special tools is modular tooling, such as ISCAR’s MULTI-MASTER, which features rotating tools with exchangeable solid carbide heads. This tooling system includes a wide range of tool bodies (referred to as “shanks” in the family nomenclature), adapters, extensions and reducers that enable the configuration of the required tool for diverse machining operations.
Additive manufacturing (AM) presents new opportunities for special tool solutions. This technology allows for the quick production of tools with complex profile designs. Although finish cutting and grinding operations are still necessary, the fast manufacturing of pre-shaped products that are very close to a final shape is fascinating.
The complex-shaped head of NEOSWISS for Swiss-type machines is a modular quick-change head system created by 3D printed technology.
Additionally, 3D printing can be used to fabricate carbide inserts without the need for a die-set, which significantly reduces production time and costs. This process is an excellent way to create insert prototypes during the development stages and produce low-batch special inserts. AM of carbide inserts and heads is gaining momentum and is highly capable of ensuring fast delivery of customized tools and their components.
Metalworking shops can quickly manufacture and customize a special tool if an appropriate off-the-shelf product is not available. However, they may not have the means to complete the full cycle of toolmaking. In such cases, tool manufacturers can provide semi-standard tools as standard items, which can be adapted by the customer to their final shape. These semi-finished products can include blank bodies, blank inserts, and blank heads. Some cutting tool manufacturers, such as ISCAR, offer this option and include blanks in their standard product range.
A disc-form blank head with MULTI-MASTER adaptation substantially expands the customer’s ability to produce tailor-made milling shapes.
The MULTI-MASTER family offers extra-long shanks with an inner MULTI-MASTER thread on the front face and a centre hole on the back face, which can be cut and shaped by the customer. Recently, ISCAR introduced uncoated carbide blank heads with two sections, such as a disc-form front area with a hexalobular (TORX) recess on the face and a rear area with an outer MULTI-MASTER thread.
These heads are intended for producing special items to be mounted on MULTI-MASTER shanks at the customer’s machine shops for different machining operations such as milling slots, grooves, threads, splines, gears and more.
PENTACUT-27 starlike blank inserts enable fast customized solutions for complex profile grooving.
ISCAR has also added a group of unique PENTACUT-27 blank inserts with five edges for tailor-made profiles to their product portfolio. These starlike carbide blanks can be ground by the end-user to form different shapes for shallow profiling and grooving depths when machining pulleys, bearings and fittings. Customers who produce special tools from blanks are limited compared to ordering specially tailored tools from cutting tool manufacturers. However, when time is of the essence, customers can find the most appropriate solution within given constraints by creating their own specially tailored tools. By providing customers with the ability to create their own tools, new horizons are created to overcome the everyday obstacles of manufacturing.
For more information, please contact ISCAR South Africa (PTY) LTD – Tel: 011 997-2700.
Improved workpiece clamping for large carbon-fibre parts enables the aerospace industry to machine more quickly. MAPAL supports this development with new tools. With its diamond coating and optimised geometry, the OptiMill-Composite-Speed-Plus guarantees process reliability.
The aerospace industry is reluctant to change functioning processes that have already been audited due to the large effort involved. However, growing cost pressures are also forcing this sector to make its production as efficient as possible. Aircraft manufacturers have so far identified the clamping technology as an obstacle on the path to higher performance. Large carbon-fibre parts are usually fixed using vacuum clamping technology. The limited holding forces of the suction cups require relatively low cutting speeds in order to prevent rising vibration. This can lead to a loss of quality and deviations in shape and position tolerances.
New clamping technologies now enable manufacturers to increase the cutting values. But with this came a new problem: under the changed process conditions, there was an increased risk of breakage due to the increased load on milling cutters that had previously worked perfectly. “Even very large manufacturers were affected by tool breakages after using the tools to their limits”, explains Tim Rohmer, Product Manager for solid carbide milling tools at MAPAL. The tool manufacturer saw a need to act and developed the OptiMill-Composite-Speed-Plus as a response to market demands.
Large core, little chip space
In order to enhance the flexural strength, MAPAL increased the core diameter of its solid carbide shoulder milling cutter. Although this is at the expense of chip space, it does not have any negative effects because CFRP machining does not produce chips, but a fine dust. During tool tests with differently dimensioned diameters, no differences were found in terms of removing dust and process heat. MAPAL noticeably increases the flexural strength with the larger core diameter.
The requirements for the groove profile also differ from the machining of metal, where feed, infeed depth and cutting width influence the chip thickness. Since the rake angle for CFRP is only slightly engaged due to a low feed per tooth, MAPAL has designed the cutting wedge for maximum stability.
The new OptiMill-Composite-Speed-Plus also has an optimised envelope contour to reduce leverage forces and thus for increased fracture resistance. It works well in practice, as Rohmer explains: “Typical parts for aviation consist of stacks, i.e. composite panels, with five to 15 mm usually being machined. Shorter tools are perfectly adequate for this.” While the predecessor tools were still longer than specified in DIN6527, the new tool series largely complies with the standard. MAPAL provides the tools with diameters of 4 to 20 mm.
Even diamond layer
The OptiMill-Composite-Speed-Plus also ensures high tool lives for machining abrasive carbon fibres with an innovative diamond coating. The uniform layer thickness distribution and the high repeatability with which MAPAL applies the diamond in the CVD process are exceptional. Conventional coating technologies often produce irregular layers that are thicker at the tip than further down on the cutting edge. This process ensures different edge rounding and thus fluctuating cutting pressure and wear and tear.
The homogeneous layer thickness over the cutting edge length contributes to process reliability. This enables consistent performance regardless of which part of the cutting edge is involved. This means that the tools can also be used for circumferential machining of a stack, regardless of height. Users sometimes use the milling cutter until the end of wear and tear, then readjust it and continue working with a fresh part of the cutting edge. The shoulder milling cutter is suitable for a wide range of applications. In addition to circumferential machining, it is also used to produce slots, edges and pockets.
Perfect cutting quality is very important in the aviation industry. Once the fibres are no longer neatly separated and the part thus no longer achieves the desired quality, the tools are replaced, even if they only appear slightly worn. The OptiMill-Composite-Speed-Plus achieves its excellent cutting quality thanks to its specially arranged “fibre catchers” on the cutting edges, which cause a double compression and thus separate the fibre protrusions on the workpieces extremely precisely. The double compression is additionally created by the spiralisation of the tool.
Pull or push – improvements of up to 30 percent
One aspect of CFRP machining is that the tools available today produce different machining qualities on the workpieces. The user must decide which quality requirements are placed on the part according to the existing material composite and therefore make the ideal tool selection. It is often connection points for which particularly neat edges are required. MAPAL provides two different variants of its milling cutters. The right-hand spiral model produces a pulling effect and thus axial tensile forces, while the left-hand spiral variant has a pushing effect and thus forms compressive forces in the axial direction. The fibre catchers counteract the force created by the respective spiralisation.
The previous model had a third, neutral variant. With further development, this variant is no longer required as the new tools reduce the axial forces by up to 40 percent. As such, the two versions of the new product also assume all tasks for which the neutral variant was previously used. In terms of tool life, quiet running, productivity and cutting quality, the new tools are up to 30 percent better than their predecessors.
Whilst the aviation industry is still recovering from the coronavirus slump, the use of CFRP is growing rapidly in other areas. In addition to automotive engineering and racing, the focus here is shifting to the consumer sector. Manufacturers of sports equipment such as bicycles, skis, snowboards or fishing rods increasingly use the modern material.
With its sharp cutting edges, the OptiMill-Composite-Speed-Plus can also be used to machine thermoplastics and thermosets. As these plastics are not abrasive, coating is not required here and sharp cutting edges are used. The uncoated milling tools replace the previous router tools as they are far superior, especially in terms of cutting quality. MAPAL also recommends the uncoated tools for machining fibreglass materials.
For more information, please contact Spectra Carbide Tooling Technology – Tel: 021 555 4144.
TaeguTec introduced a new VBMX insert with increased rigidity holders for improved anti-rotating during operation
The MULTI-L-TURN insert’s narrow corner angles mean the V-type insert is capable of various profiling operations. However, the clearance angle between the pressed type insert and the pocket causes the insert to rotate during machining, resulting in dimensional displacement. To reduce dimensional displacement, TaeguTec has released an all new VBMX V-type positive insert and dedicated holders that reduce dimensional displacement caused by the pressed type insert’s rotation.
The new VBMX insert and dedicated holders provide stable tool life, excellent machining performance and precise machining dimensions based on a rigid clamping design. The insert’s bottom face includes a groove that firmly seats it on a specially shaped shim, while the back end of the insert contacts to a specially designed pocket.
As the VBMX insert shares the same outline design as the ISO-V type insert it is also compatible with ISO holders. To obtain precise machining dimensions, the dedicated holder must be used.
For more information please contact TaeguTec – Tel: 011 362-1500.
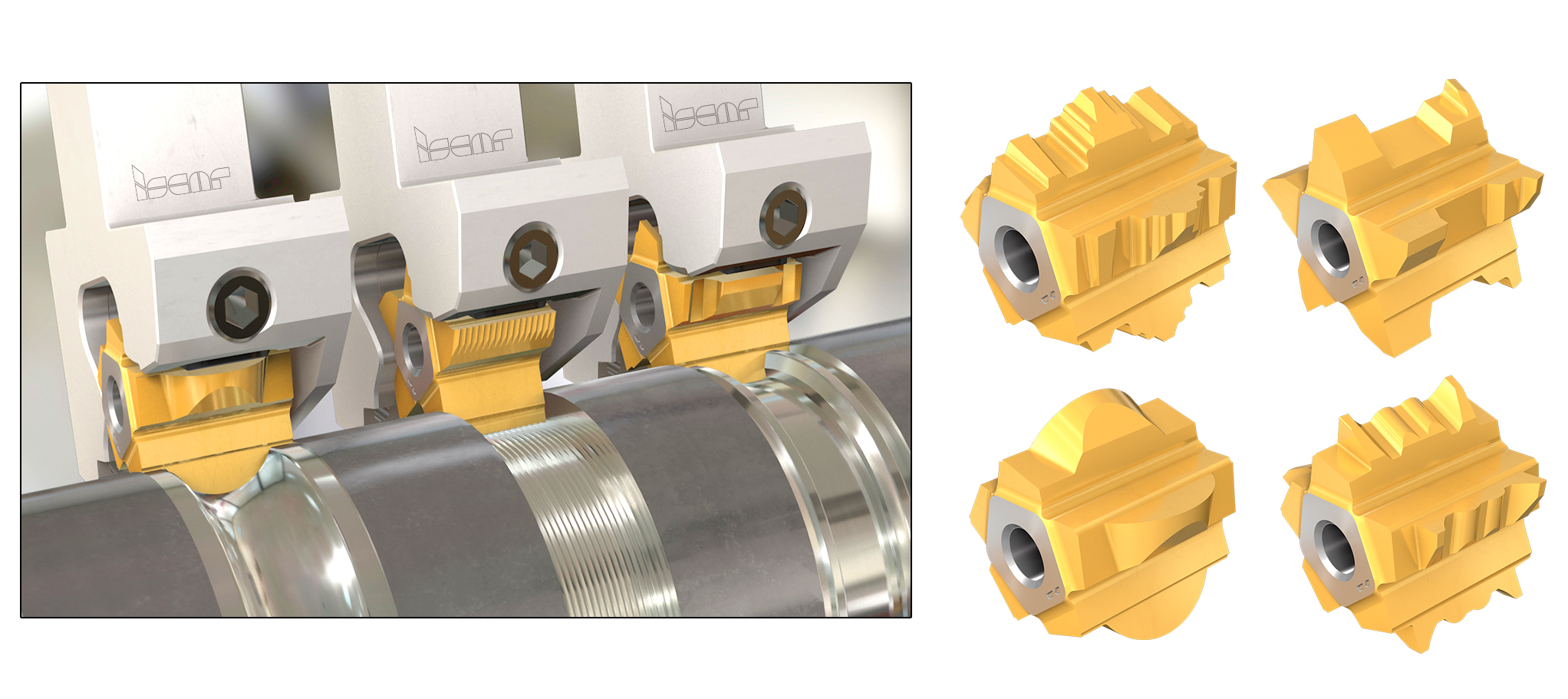
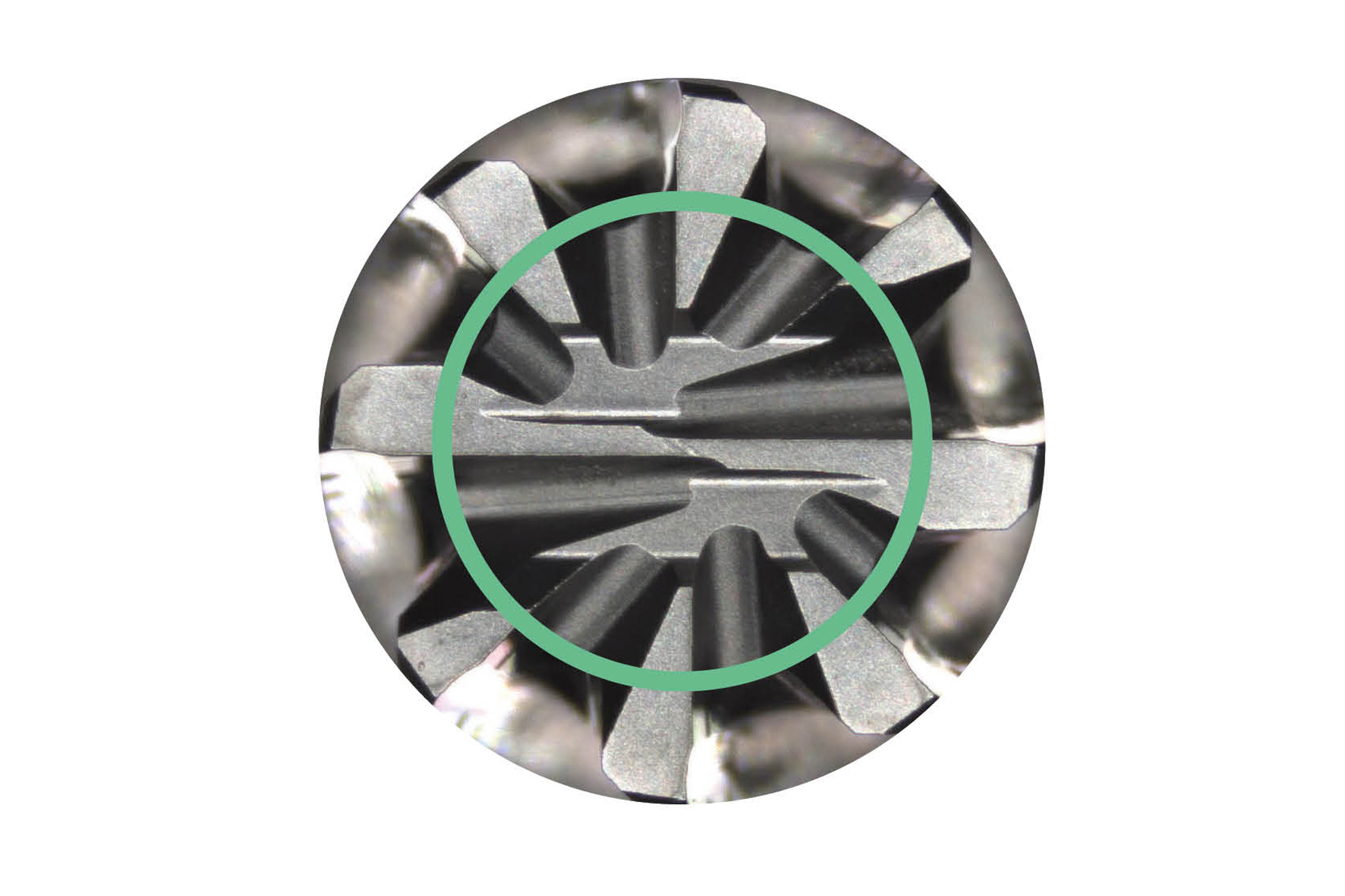
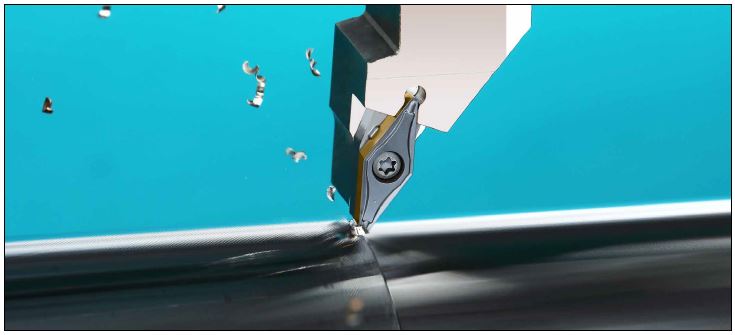
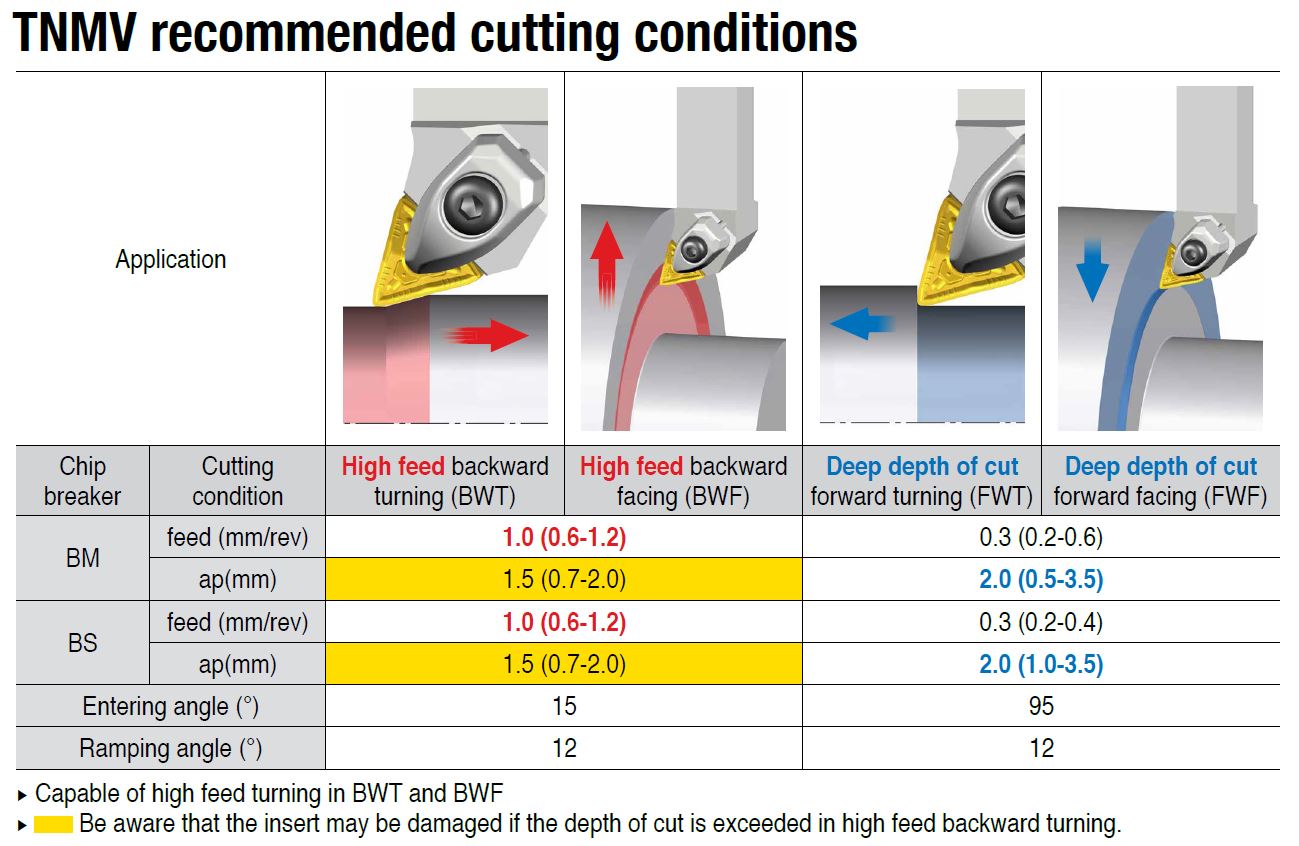
6-Cutting Edge TNMV Insert and Holders for All-Directional Turning
The 6-corners, 80 degree angle TNMV is a multidirectional, high productivity line capable of deep depth of cuts in forward turning and high feed rates in backwards turning operations. The holders, which use the strong clamping T-HOLDER design, are capable of longitudinal and face turning, both forward turning and backwards turning operations, all in one tool.
For more information please contact TaeguTec – Tel: 011 362-1500.
DURMA shortened process time by improving centering with the newly added laser sensor centering option added to the HDTC machines. It is possible to control the size and irregular structure of the profile during cutting or before cutting with the help of sensors to ensure that the internal contours to be cut are at the right point.
In existing HD-TC machines, the centering measurement is achieved by scanning the profile surface through capacitive sensors. The advantage of the laser sensor system is that it gives more precise results in a shorter time. The user can take measurements at the distance determined by the user, and precise results are obtained in a shorter period of time as the process of measuring by the sensor is shortened for parts requiring precise measurement with internal contours.
The advantage being fast set-up time, less problems during cutting, best solution in a short time and measurement frequency is dependent on operator request.
For more information, please contact Spectrum Machine Tools – Tel: 011 865-4090







")