
HURCO MACHINING CENTRES SUPPORT SUBCONTRACTOR’S RAPID GROWTH
Installation of one Hurco vertical machining centre (VMC) per year between 2013 and 2017 plus the addition of a sixth in May 2021, partly to take advantage of the UK government’s 130% capital allowance, have coincided with a sustained improvement in the level of business at subcontract machining firm Kelvin Precision Products. Disregarding the first year, when the start-up firm’s income was relatively low and therefore unrepresentative, turnover has increased fivefold compared with the second year of trading.
 Like many employees working at subcontracting firms, James Staniford dreamt of branching out on his own. After an eight-year stint at a company in nearby Horsham, he took the plunge in 2013 and started Kelvin Precision Products with Claire McGrath, now the Business Director, who invested capital and owned a suitable 4,000 sq ft unit within the Kelvin Business Centre in Crawley.
Like many employees working at subcontracting firms, James Staniford dreamt of branching out on his own. After an eight-year stint at a company in nearby Horsham, he took the plunge in 2013 and started Kelvin Precision Products with Claire McGrath, now the Business Director, who invested capital and owned a suitable 4,000 sq ft unit within the Kelvin Business Centre in Crawley.
The enterprise had the help of his friend and mentor Alan Lamberth, who used his turning experience to help out at evenings and weekends. It boosted this side of the business at the time and allowed Kelvin to take on much more complex manual turning than would otherwise have been possible.
 However it was prismatic machining that quickly took precedence and it now accounts for around 85% of turnover. An online auction on eBay secured the first contract to machine a range of small laboratory components from acetal and aluminium for a customer in the scientific industry, which was also a start-up. Soon afterwards a manufacturer of broadcasting equipment, another new company, discovered Kelvin via its website and placed an order for a range of milled components. Both companies are still regular customers, along with about a dozen others.
However it was prismatic machining that quickly took precedence and it now accounts for around 85% of turnover. An online auction on eBay secured the first contract to machine a range of small laboratory components from acetal and aluminium for a customer in the scientific industry, which was also a start-up. Soon afterwards a manufacturer of broadcasting equipment, another new company, discovered Kelvin via its website and placed an order for a range of milled components. Both companies are still regular customers, along with about a dozen others.
The contracts were fulfilled on a Hurco VM10 3-axis VMC, which was purchased new along with a manual lathe, a knee-type mill and a linisher when James started the business. A Hurco machine was chosen for the first major purchase due to the Windows-based conversational programming capability in the machine’s WinMax control.
James said, “At the outset we didn’t have a CAM system, so relied on WinMax and its menu-driven 3D graphics interface to prepare cycles for machining our customers’ components, some of which were quite complex.
“At that time, the other shortlisted machine had a G-code control and 2D graphics, so we regarded the Hurco offering as superior.
“As time went on and parts became even more complicated, we invested in Autodesk FeatureCAM Ultimate CAD/CAM software, but WinMax is quicker for programming simple components and we still use it about one-third of the time.”
Following the success of the first VMC, one year later another 3-axis machine was installed – a VM10i with more advanced control technology and diagnostics. Then the first 5-axis machine arrived, a VM10Ui, followed by a second in 2016. A larger VM20i 3-axis VMC with a 1,168 x 508 mm table was delivered a year later and then a third 5-axis VM10Ui in early 2021. Interspersed among these purchases were a sliding-head lathe in 2014 and a fixed-head lathe in 2018.
Having half of its prismatic metalcutting capacity able to produce components efficiently in fewer set-ups using three- plus two-axis cycles, with the rotary axes positioned and clamped, sets Kelvin apart from many of its competitors of similar size. It enables high quality work typically to tolerances of ± 0.05 mm to 0.10 mm to be turned around in short time scales. Normally, components are put on a 5-axis machine at Crawley for Op 1 and a 3-axis machine for Op 2 if it is relatively simple. Fully interpolative 5-axis milling and drilling on the Hurcos is available if suitable jobs come along.

Based close to Gatwick airport, the subcontractor offers machining services with delivery to the south-east of England and to the rest of the UK and Europe via a mail order service, with customers emailing a drawing or CAD file. A regular part of the company’s activity is working for other contract machining firms that require more capacity to get an important job out on time.
Today, prismatic machining of a wide range of plastics and metals including stainless steel, mild steel, cast iron, aluminium, brass and copper are the mainstay of the company’s day-to-day work, some parts being over one metre in length. Sliding-and fixed-head turn-milling of components from 1 mm to 350 mm in diameter accounts for around 15% of turnover.
RUBIX CUTTING & MACHINING INSTALL HURCO MACHINES
Rubix in the UK is one of the most trusted single sources for industrial supplies and part of Europe’s largest industrial distribution business. Rubix works with a network of branches across the UK offering support 24 hours a day, 365 days a year.
A significant part of its business is involved in the supply of cutting tools and accessories for the engineering industry, representing several high-quality brands, some on an exclusive basis such as Cutline. Made to exact specifications, every tool in the Cutline range has been meticulously produced and tested, ensuring a high level of quality.
 Testing, proving out and demonstrating are necessary services offered by Rubix Cutting & Machining, for which high performing machine tools are required. In selecting the right machine tool supplier for its needs, Rubix Cutting & Machining specified CNC vertical machining centres and lathes that could push the products it sells to the limits. At the same time, sufficient rigidity and accuracy were needed to get the best from the tooling.
Testing, proving out and demonstrating are necessary services offered by Rubix Cutting & Machining, for which high performing machine tools are required. In selecting the right machine tool supplier for its needs, Rubix Cutting & Machining specified CNC vertical machining centres and lathes that could push the products it sells to the limits. At the same time, sufficient rigidity and accuracy were needed to get the best from the tooling.
Hurco’s most popular 5 axis machining centre, the VMX42SRTi was chosen because of outstanding machine capacity compared to footprint size, along with its ability to work to the same standards for high-power 3 axis applications as for complex 5 axis 3D contouring. The VMX42SRTi has a 12,000 RPM, 37kW spindle and direct drives on all axes, plus a 40 station toolchanger as standard. Additionally, a TM8i CNC lathe with a bar capacity of 64.5mm and 12 station turret was chosen to demonstrate turning tools and workholding.
Both machines are placed at the Rubix Product Proving Technical Competence Centre Technical Centre in Wolverhampton. The Rubix Cutting & Machining nationwide engineered solutions team are all trained in the operation of Hurco machines and are competent with Hurco conversational programming after a couple of days in the Hurco classroom.
HURCO EASY TO USE NC MERGE FEATURE

Easy to use NC Merge feature in Hurco’s conversational control software means CAD/CAM is only needed for programming complex 3D contours
Six Hurco 3-axis VMCs carry out a majority of prismatic machining in the toolroom at the headquarters of plastic packaging manufacturer Berry M&H in Beccles, Suffolk. Although the firm dates back to 1973, the first Hurco machines, a VM10i and a VMX30i, did not arrive until 2015 when the assets of another toolmaking company were acquired, including its machines.
Prior to that, manual knee-type mills were followed by 3-axis CNC milling machines and then a succession of machining centres with automatic tool change. All of the CNC machines, although of various makes, were fitted with the same G-code-based brand of control system to provide commonality for the convenience of the staff.

Berry M&H’s toolroom manager Kurt Knights, who has been with the company for over 20 years advised, “When we started using WinMax conversational software in the Hurco control, it made shop floor programming far easier and quicker for our operators – and it also simplified training new people.
“Most programs we prepare take advantage of the Hurco’s NC Merge feature. Complex parts of a cycle for contour-milling 3D mould surfaces are output from either NCG CAM or SolidWorks CAD/CAM systems in our design department and the file is imported directly into the control.
“Conversationally programmed blocks prepared at the machine using WinMax are then automatically merged in the control with the offline content into a single program for milling the block parts of our moulds.”
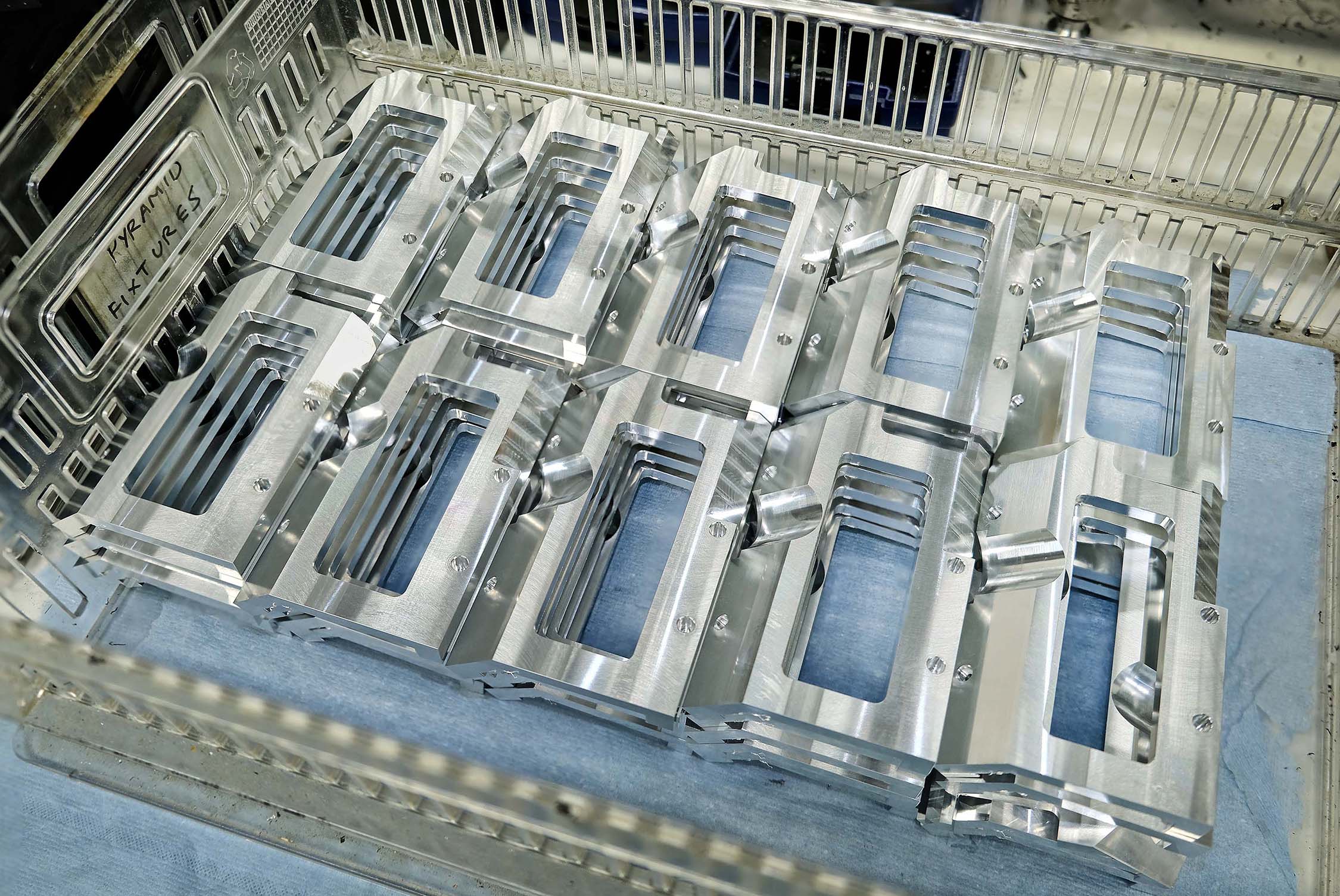
Offline code generation for a mould takes typically 10 hours, while the shop floor element is completed in around two hours, much faster and more simply than is possible on a machining centre driven by a G-code control. It quickly became apparent that the Hurco/WinMax combination was perfect for Berry M&H’s requirements, which centre mainly on fast-turnaround production of moulds from 170 mm wide Alumec 89 billets. Most moulds comprise neck, body and base blocks manufactured from this high strength aluminium alloy, held together by a steel back plate.
 Two new Hurco VM5i 3-axis VMCs were purchased for machining these moulds, as well as for new tool development that was formerly the province of the CNC mills, all but one of which have now been sold. The VM5i was chosen as it has a generous 457 x 356 x 356 mm working volume in a compact 1.6 x 2.9 metre footprint. It suited the toolroom space and layout well and was correctly sized for machining the company’s moulds. Four halves at a time are fixtured, each of which takes about three hours to machine. The resulting 12-hour cycle is more than sufficient for a full light-out shift overnight.
Two new Hurco VM5i 3-axis VMCs were purchased for machining these moulds, as well as for new tool development that was formerly the province of the CNC mills, all but one of which have now been sold. The VM5i was chosen as it has a generous 457 x 356 x 356 mm working volume in a compact 1.6 x 2.9 metre footprint. It suited the toolroom space and layout well and was correctly sized for machining the company’s moulds. Four halves at a time are fixtured, each of which takes about three hours to machine. The resulting 12-hour cycle is more than sufficient for a full light-out shift overnight.
As the size and performance of the two VM5i machines were ideal, the decision was taken in 2019 to buy a third, this time for producing items such as printing chucks, bracketry and other general, non-mould items for different departments across the Beccles site. It brought in-house a lot of previously subcontracted milling, delivering considerable financial savings.
In November 2020, a larger Hurco VM30i with a 1,270 x 508 x 508 mm working volume was purchased that Knights described as “a superb machine and excellent value for money”. The investment was down to Berry M&H’s decision to move more strongly into the production of bigger moulds up to 700 mm wide and with up to six cavities.
There had always been a requirement for this size of tool and their production was previously subcontracted out, so this expense is now also saved. Both Alumec 89 and 1.2316 stainless steel are used, the latter as it has good thermal conductivity and wear resistance and is also magnetic, allowing a mould to be clamped conveniently on the bed of a grinding machine.
Berry M&H designs, develops, produces and prints to British Retail Consortium standards a large range of plastic bottles, jars, tubs, flexible tubes, closures, caps and dispensing systems. The packaging solutions are sold into the personal care, healthcare, pharmaceutical, nutritional, pet care, automotive and household product markets.
The company has an extensive range of almost 5,000 standard products and also offers bespoke design, prototyping and moulding services. There are 12 manufacturing sites across the UK, mainland Europe, America and Australia, Beccles being the headquarters. Knights’ department produces blow moulds and injection moulds for all of the group’s factories, except for the Australian site.
For more information, contact Hurco – Tel: (011) 012 259 1375



