New Walter MN3 geometry for cost-effective ISO N machining
Walter is launching the new MN3 geometry especially for the quickly growing potential of ISO N materials, for example aluminium. While it is highly positive it can be used on both sides and therefore combines a long tool life and high metal removal rates with greater cost-efficiency.
The polished rake face (for improved chip evacuation) and the extremely sharp cutting edge (for a softer cutting action) of the new geometry are particularly important factors for the insert’s good performance. The double-sided insert is a useful expansion of the existing Walter portfolio for ISO N machining with the positive geometries FN2 and MN2. Walter is launching the new indexable insert in two grades: As a cost-effective, uncoated and polished grade WN10 and in the grade WNN10, with a wear-resistant HIPIMS PVD coating, extremely smooth surface and optimised layer bonding.
MN3 is the first Walter geometry to have double the number of cutting edges while also being highly positive. The rake angle on the radius is 29 degrees. It can be used both for the medium machining of non-ferrous metals and ISO N alloys (for example aluminium, copper or brass alloys) and for the fine finishing of small components made from steel and stainless-steel materials or high-temperature alloys. Thanks to the highly positive cutting edge and chip nubs, users benefit from improved chip breaking – even when working with “lead-free materials” like CuZn21Si3P. The surface roughness was optimised, which allows for an increased tool life even when working with materials that have a tendency to stick (built-up edges). The negative basic shape with double the number of cutting edges increases productivity and cost-efficiency.
For more information, please contact Spectra Carbide Tooling Technology – Tel: 021 555 4144.
The Walter PVD grade WSP45G opens up a new range of applications
With Tiger·tec® Gold, Walter established a milling grade (initially CVD) on the market that many users consider to be the benchmark due to its long tool life. Walter is now expanding the wide range of Tiger·tec® Gold applications to drilling for the first time with the addition of the new PVD grade WSP45G.
WSP45G is the only grade on the market thus far to come with an aluminium oxide (Al2O3) multilayer: Its high level of crystallisation makes it not only extremely wear-resistant, but also heat-resistant. This effectively protects the TiAlN layer below it from heat transfer and therefore from wear when processing ISO P materials. This is the case particularly whenever heat cannot be dissipated through chips – for example when processing ISO materials M and S with poor thermal conductivity. A gold-coloured top layer made from zirconium nitride (ZrN) makes wear detection easy so that every cutting edge is used.
The three indexable insert drills Walter has selected for use with the equally tough and wear-resistant Tiger·tec® Gold cutting tool materials cover a wide range of applications: The B321x.DF. is particularly suitable for small diameters from 10 to 18 mm; it effectively competes with the solid carbide drills here. The D3120 is considered to be particularly economic because is only requires one type of indexable insert, both on the outside and in the centre; these are universal requirements the WSP45G grade meets perfectly. As a specialist for use on lathes, the D3120 additionally benefits from the new grade as high wear forces are generated when turning with an X offset. Users requiring high precision when drilling should select the D4120 for diameters from 13.5 to 59 mm.
For more information, please contact Spectra Carbide Tooling Technology – Tel: 021 555 4144.
TaeguTec is introducing an exciting advanced line of performance-driven cutting tools specifically formulated for the Industry 4.0 revolution that not only guarantees incredible machining productivity by attaining quicker speeds and higher feed rates, but achieves longer tool life and unsurpassed consistency.
SFEED-TEC’s revolutionary tools are a premium high-speed and feed machining line that assures new winning results. In this new era of Industry 4.0, where time is of the essence, fast, accurate machining gives customers the competitive edge.
The powerful, new SFEED-TEC advanced technology – which stands for Sharp, Fast, Easy, Exact and Durable – has been applied to every family of tools within the TaeguTec umbrella, while at the same time TaeguTec has refreshed and upgraded its existing lines to exceed today’s challenges.
The global metalworking giant continuously works in close cooperation with its customers to push the boundaries of product design and innovation in order to develop highly effective and ingenious tool solutions that surpass today’s machining needs and propel customers’ manufacturing processes into the next level of production like never before.
Of the manufacturers already benefiting from the enriched SFEED-TEC family of cutting tools, the result has not only matched customers’ anticipation but has exceeded expectations by advancing their production output into unmatched exciting areas.
Furthermore, the new line of technologically advanced SFEED-TEC tools with its new cutting geometries and clamping mechanisms for stable, vibration free machining with higher repeatability, easily machines all alloys used in every industry. However, the true merit of this thrilling new line is its superb handling of difficult to cut materials quickly and efficiently.
The optimized new tools have sensational and creative cutting geometries and clamping mechanisms that firmly clench the tools in place; simply put, the result is stable, vibration free, rapid machining with an unmatched industrywide overall performance. SFEED-TEC’s powerful indexable inserts are equipped with sophisticated chip formers and leading-edge geometries that predict and facilitate soft cuts at high feed rates with ease.
Of the innovative and inspired product ranges that include strong holders, resilient inserts and sturdy cutters, five outstanding brands have been chosen as TaeguTec’s golden performers for their unmatched and exhilarating, Speed and Feed advance qualities that maximize equipment utilization and optimize performance.
TURN-SFEED takes the turn for higher speed and feed turning. This SFEED-TEC golden performer for multi-directional turning features a trigonal insert with 6 cutting edges for high speed and feed. The unique pocket structure and insert clamping mechanism withstands multidirectional forces to ensure continuous and consistent high feed turning. Coolant is efficiently blasted to the cutting edge from the top as well as the bottom of the tool.
For parting and grooving, TaeguTec’s CUT-SFEED original design goes beyond the metalworking world’s imagination and expectations for single-ended inserts that perform parting and deep grooving applications. The new line resolves the challenges where others have failed by rectifying the issue of vibration, unstable tool life and frequent breakage stemming from bad chip evacuation.
The innovative and superlative golden CUT-SFEED line, and its new robust insert, is shaped to provide high stability. The unique clamping system enables machining at high-speeds and feeds for greater productivity. The tools are designed with pinpointed coolant accuracy for better edge life and efficient chip evacuation.
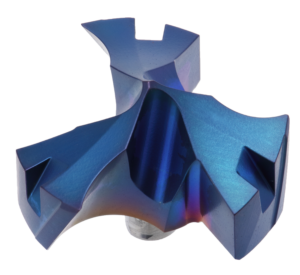
SFEED-TEC’s phenomenal DRILL-SFEED, with its innovative head changeable solid carbide heads, features 3 effective cutting edges and is the right solution to increase production by an industry leading 50 percent. The unique self-centering head geometry creates high balancing forces at the workpiece penetration point and promises reliable performance in high cutting conditions. This golden drilling line offers accurate hole sizes and premium surface finishing on steel and cast iron materials.
The intelligent design of the DRILL-SFEED’s head runout remains accurate in its position after replacement, assuring no setup time because of the fast head replacement operation and minimum machining downtime. Moreover, the line’s advanced blue coating technology combined with its 3 effective cutting edges, as well as the highly efficient internal coolant system that enables for excellent chip evacuation, empowers this SFEED-TEC flagship to drill at high-speeds and feed rates.
Milling solutions have been answered with two incredible golden offerings, MILL-SFEED and TANG-SFEED.
MILL-SFEED is a golden indexable line for 90-degree shoulder milling that is now smaller than ever. The unique, advanced V-shaped insert has a strong and durable structure, for small diameter tools down to a 6 mm diameter. The V-shaped pocket possesses a durable structure that allows for highly stable insert positioning, which is vitally important in small diameter cutters.
Also, MILL-SFEED enables for the mounting of an increased number of inserts so that they could be used for various applications due to high ramp down and plunging capabilities. Additional inserts for high feed rates can be mounted on the same tool, which allows for 0.7 mm feed per tooth in shallow depths of cut. Overall, this milling genius combines high speeds and feeds for higher productivity.
Last but not least is the golden TANG-SFEED brand, a new revolutionary line for high-speed and feed milling. Moving tangentially with its new golden rigid inserts for 90 degrees shoulder milling, TANG-SFEED’s thick robust inserts are mounted on a strong tool body with a large core and can absorb very high cutting forces. The tool design produces exact 90-degrees shoulder operations, which avoids mismatch when machining next to walls. The insert design provides an exclusive option for ramp down. On the whole, TANG-SFEED enables machining under tough conditions with unsurpassed consistency for extraordinary speeds and feeds.
Being at the forefront of innovation, technology, design and creativity, TaeguTec’s technologically advanced, unique and premium Speed and Feed inspired tools help to accentuate the fourth industrial revolution into one that increases productivity while reducing cost – two factors that increase profitability and directly responds to the diverse needs of the metalworking world.
For more information please contact TaeguTec – Tel: 011 362-1500.
ISCAR is expanding its HM390 line of milling tools with triangular insert line with HELI-3-MILL – a new family of indexable cutters carrying the HM390 TPKT 0502PDR 5 mm edge triangular insert. The new design, based on its successful predecessors, provides a smaller insert, enables high metal removal rates, and offers an effective and economical solution for milling 90º shoulders.
The HELI-3-MILL tools are intended for applications that are traditionally aimed at solid carbide endmills. Designed for productive rough milling at high feed rates of compact parts, small-size cavities, pockets, etc., the new tools are particularly applicable to miniature parts manufacturing, medical components and more. While they offer an ideal solution for low power machining centers and turn-milling machine tools, the low power consumption allows the cutters to be applied on machine tools with limited power, small capacity machining centers and turn-milling machines.
Available in a 10 – 16 mm diameter range, the tools feature a 90º cutting edge angle, advanced cutting geometry to reduce cutting forces and provide smooth cutting, ramping down ability and a maximum 3.5 mm depth of cut. Coolant holes are directed at each cutting edge and the cutter body has a special protective polished coating for uninterrupted chip flow and protection from corrosion and wear.
Reduced feed per tooth working values contribute to decreasing impact load and ensure soft and light cutting action, while the high tooth density, enabled by the small-size insert facilitates stable cutting due to several teeth engaging in the material during milling.
The HM390 TPKT 0502PDR single-sided triangular inserts feature three helical cutting edges, with progressive cutting geometry providing positive radial and axial rake angles on the cutter, and a wiper flat for improved surface finish. The inserts are produced from ISCAR’s latest SUMO TEC carbide grades, which significantly increase productivity.
The HM390 TPCT 0502PDR peripherally ground inserts integrate a sharp cutting edge used for semi-finishing and finishing applications. The insert enables smooth machining, exerting low cutting forces, and is specially designed for milling various high-temperature alloys. These features allow a higher table feed to be applied in shallow milling applications.
The following HELI-3-MILL cutter types are available at this stage: HM390 ETP…-05 endmills carrying the triangular HM390 TPKT 0502PDR inserts in a diameter range of 10 – 16 mm, and HM390 ETP…MM-05 endmills with MULTI-MASTER threaded adaptation in 10, 12, 14 and 16 mm diameters, carrying HM390 TPKT 0502PDR triangular inserts. The MULTI-MASTER connection expands the variety of tool configurations.
Shank types are available in cylindrical and conical shanks in a wide selection of diameters, lengths and materials, allowing operators to choose the proper shank according to their application requirements. Indexing is fast and convenient due to the threaded connection. Since the tool is not removed from the machine, no setup time is required for tool head replacement.
The HELI-3-MILL family offers a productive solution in a broad spectrum of milling applications, including rough to finish machining on main engineering materials and milling square shoulders, planes (especially next to shoulders), slots, and inclined surfaces and cavities by ramping or helical interpolation. The unique tool design significantly minimizes and even eliminates mismatch in multi-pass milling of high shoulders.
For more information, please contact ISCAR South Africa (PTY) LTD – Tel: 011 997-2700.
Public awareness of global warming, together with a pressing concern to create and maintain a clean environment, has led to a series of legislations worldwide that is forcing automakers to decrease CO2 emissions. Apart from improving fuel consumption, downsizing engines, and making lighter vehicles, automakers must turn to new technologies in order to cope with these emission limitations. A rapid increase in battery electric vehicle (BEV) development, manufacture, and implementation, shows that electric vehicles are not only the future but are, in fact, the present. The automotive industry is on the brink of colossal changes and soon our perception of cars and transportation may alter completely.
ISCAR, a company with many years of experience in the production of metal cutting tools, offers unique, cutting-edge solutions for the new BEV Industry. As a leader in providing productive and cost-effective machining solutions, ISCAR strives to stay up to date with all the new trends and technologies and be a part of a brighter, greener future.
The following is a list of some of the common component machining processes in the BEV industry and some of the leading possible machining solutions and recommendations for each part.
Stator housing machining
One of the most notable trends of the electric vehicle powertrain is its simplicity. There are far fewer moving parts compared to the traditional internal combustion engine (ICE), therefore manufacturing time and cost dramatically drop when producing BEV’s.
One of the main components of an electric motor is the motor (stator) housing made from aluminum. A special approach is needed to achieve this part’s critical key characteristics of lightweight, durability, ductility, surface finish and precision, including geometrical tolerances. The partially hollow form represents an additional challenge and maintaining low cutting forces is essential for roughness and cylindricity requirements.
ISCAR’s complete machining solution for this process has facilitated the transformation from the standard costly lathe-based process to an economical machining center. Our aim is to reduce scrapped parts and reach an optimal CPK ratio (Process Capability Index- producer’s capability to produce parts within the required tolerance).
Main Diameter Reaming
The most challenging operation in machining the aluminum stator housing is the main diameter boring and reaming. Because of the trend to use low power machines, the tool’s large diameter and long overhang require creative thinking to minimize weight and spindle load while maintaining rigidity. Exotic materials such as titanium and carbon fiber are used for the tool body, as well as the welded frame design.
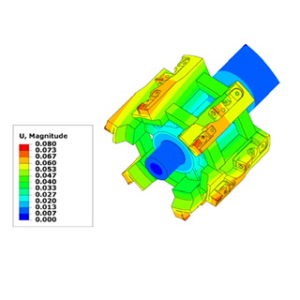
The use of Finite Element Method (FEM) helps resolve the obstacles associated with this challenging application by enabling the consideration of many parameters, such as cutting forces, displacement field during machining, natural frequency and maximum deformation.
Bearing Seat Reaming After Assembly
Unlike the ICE, the electric motor generates its maximum torque from a standing start. This means it does not require a complex transmission system to operate. A simple reduction gear is enough for the average electric vehicle. This reduction gear sits between the stator housing and the gear cover.
To maintain concentricity between bearing seats of the stator and gear cover, the reaming operation must be performed in the same machining sequence.
For this operation, ISCAR provides a special “push and pull” reaming type tool with adjustable PCD blades that manage to retain the geometrical tolerances required in different inner diameters on this aluminum part.
Rotor Turning
The rotor consists of many stacked plates of electric steel. Lamination sheets are used instead of a solid body to reduce current loss. The surface must be completely clean of chips, oil, water, dust or dirt, and coolant fluid cannot be used, only air. This is a challenge as a lot of heat is generated on the cutting area and the fragmented chips stick to the surface. Surface finish requirements for this interrupted turning operation remain strict.
ISCAR has overcome these challenges by developing a combined tool with coolant holes both on top and bottom of the cutting edge to cool and blow away the chips. The two round inserts are positioned for semi finish and finishing operations, generating an excellent surface finish.
Battery Case Drilling
As batteries are replacing fuel as an energy source for vehicles, the battery case is an integral component of the car design. Large size and light weight requirements make aluminum a natural choice for manufacturing this part. But, when dealing with high-end supercars or sport cars, every unit of weight counts. That is why some automakers turn to the use of carbon fiber reinforced plastic (CFRP), which offers lighter weight, high rigidity, and lower thermal conductivity than aluminum.
ISCAR has a wide array of tools specially designed to machine aluminum and CFRP, which provide productive and economical solutions for any application. For example, for the required drilling holes, the SUMOCHAM indexable head drilling line offers a variety of geometries suited for specific materials. For drilling aluminum, ICN heads are designed with a sharp cutting edge and polished rake face. ICG heads feature a chip splitter for better chip removal when working with a long overhang. For drilling CFRP, special ICF geometry is available with diamond coating – this drilling head is designed to overcome all the typical CFRP machining failures such as delamination.
The automotive industry has already started changing its direction, moving toward the new challenging era of BEV production.
Using ISCAR’s cutting edge technology and innovative solutions will keep the part manufacturer ahead of the industry and help him adapt fast to the growing changes for a cleaner, greener, and healthier place to live in.
For more information, please contact ISCAR South Africa (PTY) LTD – Tel: 011 997-2700.
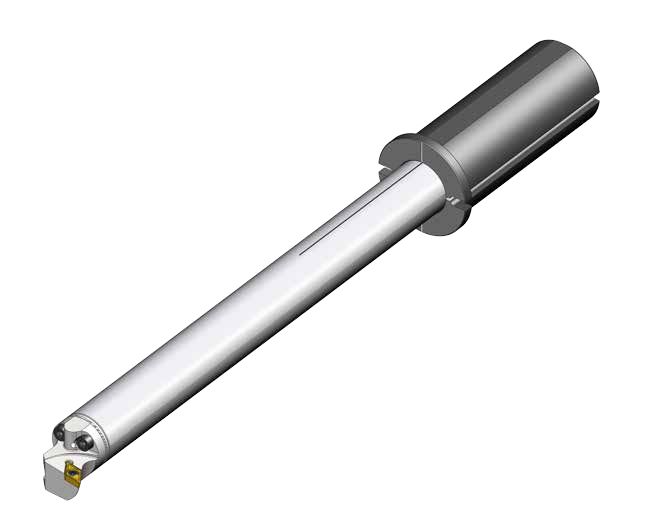
Machining depth in internal turning differs according to the shank materials of bars used, while steel boring bars are used up to 3XBD (bar diameter) and carbide boring bars up to 5XBD. Deep internal turning, however, is very difficult to machine even with carbide boring bars. With the HUSH-BORE’s damping system, TaeguTec has provided an internal turning solution up to 10XBD.
The HUSH-BORE’s damping system located inside the shank is capable of deep internal machining more than 5XBD, this dramatic damping capability enables very good surface roughness of the workpiece and results in longer tool life and stable machining. It also means increased feed and cutting speed, making it more productive.
Shanks for the HUSH-BORE line are available as standard items in 7 different diameters (Ø16, 20, 25, 32, 40, 50, 60 mm) and in 2 lengths (7XBD, 10XBD). The various exchangeable heads can be securely fastened with serrated couplings located in the boring bars.
For more information please contact TaeguTec – Tel: 011 362-1500.
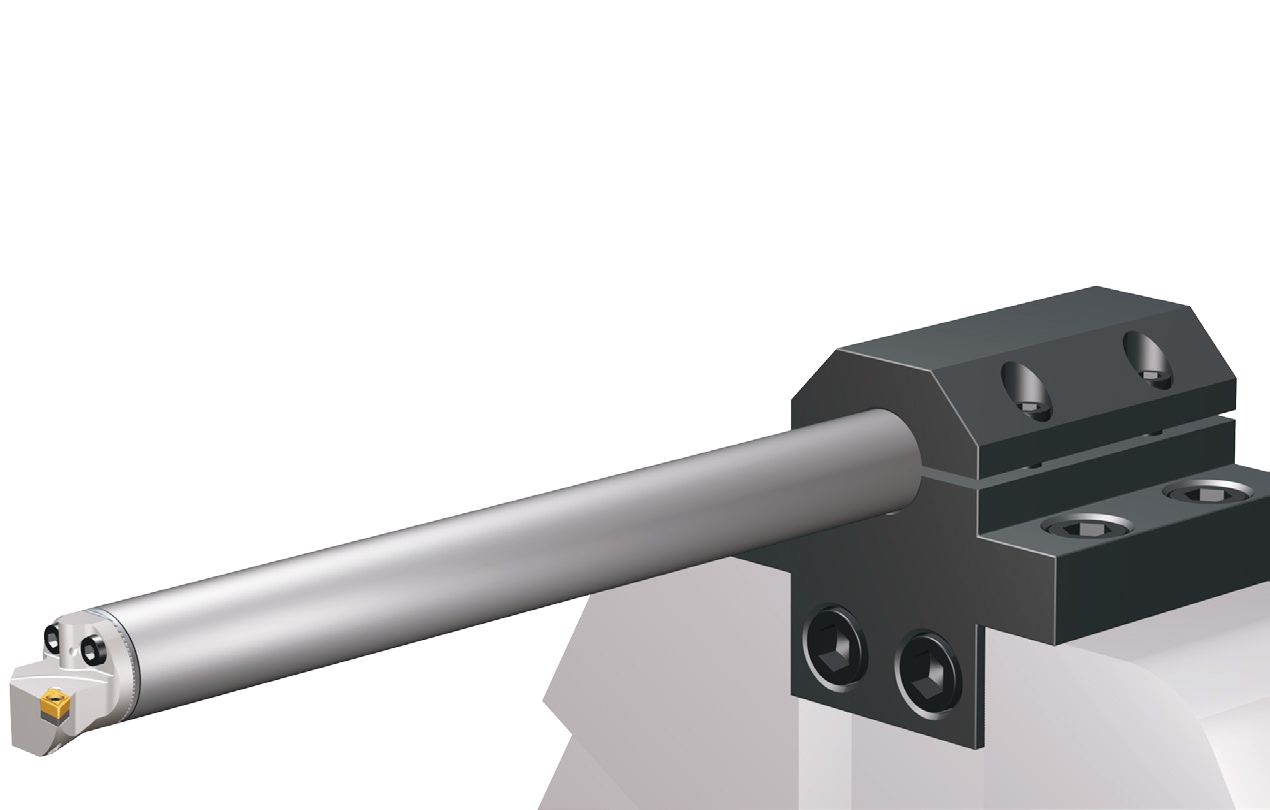
Vibration free HUSH-BORE boring bars are cylindrical shank type products with no flat parts for deep internal turning operations in 7xBD to 10xBD (BD: shank diameter) range. Therefore, based on the flat surface design of the head, set-up time can become an issue.
To solve this issue, TaeguTec has launched HUSH-BORE sleeves that can be easily set up in the machine’s toolholder.
These specific sleeves with one-sided slit maintain a robust clamping force and high precision because of its wide contact area when combined with the new HUSH-BORE shank. First, gently tighten the flat surface onto the sleeve with a screw onto the holder. Second, match the HUSH-BORE’s shank line with the sleeve-line. Third, check the zero setting with the dial gauge, ensure it is within ±0.01 mm. Fourth, secure the sleeve by screwing tightly to the tool holder, thereby promoting easier, faster setting time with better accuracy.
For more information please contact TaeguTec – Tel: 011 362-1500.
At the end of last year, WWD Metaal from Nederweert took a new tube laser into use. It is now the first company in the Netherlands to purchase a Timesavers 22 RB series rotary brush machine. Owner Waelbers let his company grow, even during the corona crisis. “We look further ahead. No longer busy with tomorrow, but with next week.”
Wil Waelbers walks through the large hall of his factory in Nederweert. A few people are working on making frames. His company is relatively young, just 21 years old. Waelbers founded his company in 1999 in an old barn in a farmer’s yard. In the past two decades, WWD Metaal has grown to its current size, – thirty employees, 3,150 m2 of surface area and a production capacity of more than 50,000 hours per year.
The 22 RB series is the most compact model in the Timesaver rotary brush machine range for deburring, edge rounding, finishing and laser oxide removal of various sheet metal parts.
WWD Metaal mainly processes stainless steel and aluminium in the broadest sense of the word, performing machining, glass bead blasting, water jet cutting (2D and 3D), tube and plate welding, robotic welding, (certified) welding and lately even manual laser welding. The company supplies the food industry, machine construction, medical sector and various mechanical applications in a wide range of industries. In addition, it produces customised design articles. The ‘design’ is also the explanation of the third letter in the company name: WWD stands for Wil Waelbers Design.
Products without burr
WWD Metaal is a relevant player in the manufacture of frames that serve as the basis for customers’ machines. Especially in the food and medical sectors, it is crucial to work with stainless steel and to be able to deliver burr-free.
“We have to think along with our customers. That means that we have to find solutions together with the customers, while not losing sight of the economic aspect,” he says. Because price always plays a role and WWD can offer good quality at a price that is in line with the market, precisely because it pays a lot of attention to its own processes.
“When you start an assignment, you get to look at the way your customer has set up his business. We take a look at the way they are set up, and together we find out how we can make things run even more efficiently. Which order is best? Where are the possible obstacles? Helping a customer starts with looking and listening.”
Planning
This attention to our own processes is also a must to be able to compete in this day and age. WWD therefore invests, even when the economy is tough in the Netherlands. During the previous crisis in 2014, Waelbers had a new building built that was three times the size of the previous one. He invested in the machinery by purchasing, among other things, a blast cabinet and a water jet. WWD Metaal therefore had the space, the machines and the knowledge to be able to offer a total concept when the economy picked up. Thus, the investments had helped.
A second improvement to his own process is through better planning. “It is difficult to get skilled workers, because everyone is looking for them. So we looked for a new approach. Instead of trying to speed up the process, we started to make it smarter.
Process optimisation with a deburring machine
In the past, a product that was processed in one department would sit for too long before being processed again in another department. Because the flow of work in the departments has improved, employees ask for work sooner. They can therefore move on to the next product sooner, which means that more work can be generated. Waiting times are shortened and rush orders or firefighting are now a thing of the past. In the past, orders would pile up in every department and rush jobs would result in a lot of overtime.
Chosen Timesavers compact deburring machine 22 RB series
Even now WWD Metaal is investing. At the end of last year, the company bought a tube laser from Bystronic. This was intended to speed up the production process of the frames. Now Waelbers has purchased the Timesavers 22 RB series. It is a new step in a better process at WWD Metaal, says Waelbers. The 22 RB series is a compact dry machine for deburring, edge rounding, finishing and removing laser oxide from sheet metal. The machine offers a solution for companies that do not have large capacity needs, but still want to have the commonly used features of the 32 RB and 42 RB series. Customers with limited production demand and budget can still use it to optimally deburr, round and finish parts. The 22 RB series can cost-effectively automate heavy-duty tasks such as grinding and manual edge routing, helping to optimise processes. Thanks to the Siemens PLC and HMI, the process and parameters can be adjusted automatically. In addition, the 22 RB series supports the use of cobots and can be integrated into a Smart Industry software platform.
WWD Metaal deliberately chose a small machine.
“Our customers are mostly small and medium-sized enterprises in the central Netherlands. They come with smaller products and smaller series. A machine that is too large would not fit. For that matter, the size also plays a role. If you set up a line like us, it is also important that you can manage it spatially. Now the Timesavers is in line with the laser cutter.
Nesting
22-RB-Series Brushes
“This new development by Timesavers provides a more compact machine, but with the performance of a ‘big boy’. We see that the quality is high. It has to be, because we have to make finishes that are perfect. The user in the food industry cannot damage his hands. That is a hard requirement. With this concept of Timesavers with the rotating brushes, the product is perfectly finished.”
Again, Waelbers cites the bigger picture. “In the overall picture, it is very important that our people do not have to work with a grinder or file.” For a good flow, pieces must be completely deburred. The work process at WWD is structured in such a way that the laser is controlled by the work planner. The software takes care of the nesting. The operator then places the plates on the laser. After picking, the journey continues through the Timesavers deburring machine. Each product passes ‘through the Timesaver’ to be deburred.
For more information, contact First Cut – Tel: 011 614 1112
Bodor Laser, a huge manufacturer based in Jinan, the capital of eastern China’s Shandong province and a forerunner in the ultra-high-power field of the global laser cutting industry impresses visitors with a white floor and at almost 30,000 square meters, the largest laser cutting equipment production workshop in the world. Bodor’s R&D center is staffed with more than 100 top researchers, and millions of dollars are invested in R&D projects each year.
While production strictly meets European standards and international quality control, the company also leads the high laser power laser machine sector, with the first 30kw laser cutter and the first 40kw laser machine launched recently. To date the company has almost 700 12kw machines and over 40 20kw machines installed all over the world.
High Power Machine P model 12kw.
The Bodor product portfolio includes high power laser cutting machines, fiber laser metal sheet cutting machines, high precision laser cutting machines, metal sheet and tube laser cutting machines, sheet cutting automation devices and coil laser cutting machines.
In 2019, Bodor Laser completed its 25kW and 30kW global debut, becoming a weather vane for ultra-high power laser applications in the industry.
Sheets and tubes cutting samples
The Bodor Laser 40kW ultra-high power fiber laser cutting machine made its global debut at the Bodor Laser Innovation and Research Center a few months ago. Now, the world’s first 40kW laser cutting machine is redefining laser cutting.
During a press conference, Mr. Yang Xuguang, General Manager of Bodor Laser Research and Development said, “The ability of 40kW laser cutting breaks through the bottleneck of cutting thickness and creates new standards. With the all-round upgrading of cutting thickness, cutting accuracy and cutting speed, Bodor Laser 40kW makes more laser applications a reality and becomes a new benchmark in the laser cutting industry.”
“While the maximum cutting thickness of Bodor Laser 40kW can reach 200mm, the comprehensive processing efficiency of Bodor Laser 40kW is increased by 50%- 80%, the cutting of 20mm carbon steel can reach 6m/min and 30mm carbon steel can reach 2.4m/min.
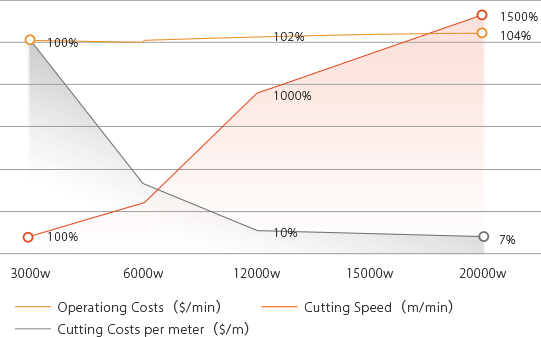
Faster Cutting Speed + Less Costs = More Profit
This chart shows the trend of machine operating costs, cutting costs per meter and the cutting speed when cutting 10mm stainless steel. From 3kW to 20kW as you see, the cutting speed becomes faster and cutting costs lower as the power grows. However, operating costs in the same condition change rather stably. Comparing 12kW with 3kW in the chart, for example, the data shows you that operating costs increase only by 2% under 12kW, but prominently, the cutting speed increases by 10 times, and cutting costs are only one-tenth of a 3kW machine.
Professional Tube laser cutting machine T model.
For more information, contact Bodor – Email: Pauline.xu@bodor.com or Tel: +86 186 6039 2325.
First. Unique. Different. This is the slogan of Hublot. The fact that Hublot belongs to a special world is already evident from its picturesque location. Nyon lies on the shores of Lake Geneva, in which in calm weather the snow-capped peaks of the Alps are reflected. The site is home to assets worth millions in a handy format: Hublot wristwatches are top-of-the range products of Swiss watchmaking, whose price range starts at CHF 7,000 and is in principle unlimited. This is also where the most expensive Swiss watch to date, worth CHF 5 million, was manufactured. Mitsubishi Electric‘s electrical discharge machines in the production shops with a total area of more than 8000 m² have also contributed in the production of some of these iconic timepieces.
On entering the reception area, the eye is immediately caught by large format pictures underlining the bond between Hublot and its ambassadors. These include celebrities from the worlds of sport, art and music, as well as personalities from charities and environmental protection. Working closely with them, Hublot is constantly creating new watch models using high-tech materials and with unique designs. Thanks to its creative designers and innovative materials specialists, these timepieces in the typical Hublot style are available in an almost overwhelming variety of versions, often in limited editions and, thanks to the masters of the watchmaking craft, equipped with various ingenious technical features such as tourbillons or power reserves of up to 50 days. The ambassadors include such illustrious names as Pelé, Usain Bolt, Kylian Mbappé, José Mourinho, Bar Refaeli and Chelsea FC. But one well-known company name also stands out in the list: Ferrari, the legendary sports car from Maranello.
Hublot and Ferrari as natural partners
Hublot and Ferrari have much in common: you don‘t buy a Hublot watch because it tells the time more accurately than a mobile phone, and you don‘t drive a Ferrari on the in most cases speed-limited European motorways to be faster than other drivers. Instead, buyers choose these products for lifestyle reasons and also in order to enter the «family » of these brands (Hublotistas and Ferraristas). Manufactured with tradition and a great deal of craftsmanship, they are elevated to a standard that mass products cannot match. Buyers make their choice with greater deliberation on the strength of the products’ beauty, aesthetics, progressiveness and crafted perfection. It therefore comes as no surprise that Hublot and Ferrari have been working in close partnership since 2011 to create watches that combine innovation, excellence and performance at the highest level.
The first of these models, called Big Bang Ferrari Magic Gold, was launched in 2012, and one of the special features of its development was the use of a new, patented composite material made of ultra hard sintered boron carbide ceramic and 18-carat gold.
Unlike gold as a metal, which is soft in any alloy and therefore easily scratched, this matt-gold dark material is extremely hard, thanks to the boron carbide, and scratch-resistant. The drawback, however, is that it is also extremely difficult to machine. All the same, Hublot chanced its hand with this project and successfully mastered the challenge. This success in turn marked the beginning of a story culminating in what are now four Mitsubishi Electric EDM systems in Hublot‘s production facilities: one MV1200R, two MX600 and one Start 43Ci EDM drilling machine.
With its Mitsubishi Electric MV1200R, Hublot succeeded in making considerable progress in the machining of its globally unique material “Magic Gold”.
Constant innovation – in the materials sector as well
Machining of brass watch components in the oil bath of a Mitsubishi Electric MX600
„Hublot‘s strength is based on its distinct identity – the art of fusion – this unique ability to create timepieces that combine tradition and innovation,“ is how Ricardo Guadalupe, the company CEO, sums up the manufacturer‘s philosophy. This applies not only to the multitude of different models and versions constantly being created by its designers, but also to the wide range of materials used. These include not only such familiar materials as stainless steel, aluminium and titanium, but also such precious metals as gold, platinum and palladium as well as exotic metals like tantalum, tungsten, zirconium and osmium. As an alternative to metals, ceramic, carbon fibre and rubber are also used. Incidentally, the term „fusion“ also has to do with the fact that Hublot, as part of its research and development activities, operates its own metallurgy department with a foundry enabling the watch manufacturer to develop and produce the desired materials itself.
Production of individual parts in advanced industrial processes
„My department has to supply the watchmakers with individual parts that meet the highest quality standards,“ is how Production Manager José Almeida describes his area of responsibility. State-of-the-art technology is used for this purpose, because the watchmakers who later assemble the movements by hand from hundreds of individual parts with meticulous care must be able to rely totally on the quality of these components. Dozens of high-precision automated milling, drilling, turning and electrical discharge machines are lined up in production, producing small to tiny components, often with very complicated shapes, for the assembly of watch movements and cases. This combination of modern industrial production methods for the manufacture of individual parts with the traditional, entirely manual watchmaking craft is also an expression of Hublot‘s specific „fusion“philosophy, the creative blending of tradition and innovation.
Another machining process is wire-cut EDM, which is used especially for components that cannot be milled owing to their extreme hardness or clamping problems. EDM is also frequently used for the production of small series or prototype components, as no complex clamping devices or special tools are required for this. In view of Hublot‘s commitment to innovation, this is of considerable importance
Mitsubishi Electric steps into the breach
„Because of its extreme hardness of 1200 HV, Magic Gold can only be cut or drilled by electrical discharge,“ Almeida adds. The company contacted Mitsubishi Electric. The initial advice given proved to be excellent, and, in addition, Mitsubishi Electric generously provided Hublot with an MV1200R water bath machine as a test system for several months.
Machining of brass watch components in the oil bath of a Mitsubishi Electric MX600
And not only that: engineers were also sent to Hublot for several days to assist with the tests. In the course of three months of joint development work, all problems were satisfactorily solved and the procedure for the task was validated. For Hublot, quality and productivity improved significantly over the previous state of affairs, and Mitsubishi Electric succeeded in acquiring an attractive customer. All in all, a fine example of benefits all round.
Success also with oil bath machines
“After this achievement, it was only natural for us to also talk to Mitsubishi Electric when the two outdated oil bath machines were taken out of service,“ Almeida recalls. These machines are mainly used for materials that are used in watch movements. These include steels that would be at risk of rusting in a water bath. Other materials used in this area are brass, copper-beryllium and carbides. In addition to watch movement parts, the oil bath machines are also partly used to machine jigs and fixtures. In a comparison with different suppliers, the machines’ ability to take changing material thicknesses into account during the cutting process proved to be the decisive criterion. In coping with sudden changes in material thickness – such as those that occur with pre-milled components – the Mitsubishi Electric systems proved superior. In the Hublot workshop, two MX600 oil bath machines are now also gently humming alongside the MV1200R.
For more information, contact WD Hearn – Tel: 021 534 5351