PFERD is an industry leader in the development, production, support and distribution of premium tool solutions for work on surfaces including cutting, grinding, milling, polishing, cleaning and finishing.
As a major player in the abrasive industry within South Africa and on the African continent, PFERD is committed to continuous research and development to improve the quality, safety and ergonomics of its high-performance abrasives.
“PFERD tools produce less noise, vibration and emissions while requiring less effort to get the job done. Our innovative tool solutions enable businesses to optimise their processes and improve overall operational efficiency”, explains Dennis Phillips, National Sales Manager at PFERD-South Africa.
PFERDEFFICIENCY strives to deliver increased productivity and improved economic efficiency. It refers to the fact that PFERD products save energy by getting the job done quicker and decrease processing time due to their higher stock removal rates while generating significantly less waste—ultimately utilising resources sustainably.
“We continually improve our manufacturing facility and processes to ensure efficient utilisation of resources to sustainably produce the highest quality tool solutions that our customers depend on.
In addition, being a founder member of the Organisation for the Safety of Abrasives (osa), PFERD is committed to producing premium quality products that offer the user maximum efficiency, safety and comfort,” explains Phillips.
PFERD-SA, established in 1968, has five sales and distribution offices across SA and services the entire sub-Saharan Africa region.
An industry leader with a focus on training
The PFERDAcademy in Kempton Park offers free training to operators of abrasive equipment. “We believe the continuous training of operators enhances their performance and plays a direct role in the efficiency of the complete manufacturing process, explains Phillips”.
The PFERDAcademy’s grinding and cutting training addresses challenges such as operator fatigue, incorrect tool handling, material cross-contamination, consumable and machine incompatibility as well as non-adherence to labelled guidelines.
Phillips explains the aim is to correct operator behaviours that may result in injury, tool damage and loss of production time.
With over 9,000 products for surface preparation, finishing and cutting, PFERD offers a solution for various applications within a variety of industries and these innovations recently were on display at Electra Mining Africa’22.
“EMA is the premiere event to connect with customers – new and existing. Customers could see our high-performance tool solutions for themselves and the value it can add to their operations,” explains Phillips.
The PFERD Sales Managers and Technical Sales Advisors were available to discuss potential solutions to application problems as well as how the products can help improve operational efficiency.
Innovations such as the High-Speed Torus Cutter, a high-performance milling tool for stationary and robotic aluminium milling applications, were on display. And so was the CC-Grind Robust—a modern, high-performance and ergonomic alternative to conventional grinding wheels. It features high-performance, triangular-shaped, ceramic abrasive grain that achieves a very high stock removal rate while significantly reducing noise and vibration.
Phillips concludes, ‘’PFERD tools offer users maximum benefit and optimum cost-effectiveness. We are committed to premium quality products, while being a reliable supplier who operates with sustainability in mind”.
For further information, please contact PFERD – Tel: 011 230 4000
In modern industry, we know how valuable it can be to have a machine that enables accurate prototyping, design freedom, small-lot production, and rapid tooling.
VSHAPER’s 3D printers have only recently arrived in South Africa but are used widely across Germany, the USA, and Poland. These printers are specifically designed for a variety of industries including foundry, automotive, aerospace, medical and education. As a result of its dedicated printer designs, VSHAPER can meet the varying needs of clients. Among their printers are the 270 series, 500 series, and the 5AX machine.
VSHAPER PRINTERS
The VSHAPER 270 series 3D printer is compact and designed to deliver fast, accurate results. VSHAPER’s smallest range is ideal for those looking to print smaller prototypes at an affordable price.
For more complex printing needs, VSHAPER’s 500 series is the best choice. The two-nozzle head of this 3D printer allows you to print two materials in one process – a main and support or two main materials, which opens up a wide range of possibilities when processing complicated models.
The 5AX is one of the most impressive printers from VSHAPER. You can forget about conventional printing methods with the 5-axis kinematics of this printer, equipped with a rotary-tilt work platform. It is possible to transfer the plane representing the basis for subsequent tool paths to another previously printed surface when using indexed 5-axis printing to strengthen the model structure in any direction within one object.
The use of 3D printing technology is well suited to prototyping, particularly when it is intended to present the product to potential investors and manufacturers. In today’s world, 3D printing technology for prototyping is often chosen instead of conventional techniques in order to save on time and cost. VSHAPER solutions guarantee efficient control of printing conditions and filament dynamics, allowing for 3D printing of individual elements of different sizes and complexity, forming a functional mechanism. This printing technology also allows for the creation of complex shapes with a degree of design freedom that is unavailable with traditional manufacturing methods. Thanks to its smooth production implementation, it gives a real alternative to small and middle-lot production and highly adjusted parts. This makes it perfect for prototyping.
In the era of precise 3D printers and a wide range of available materials, Rapid Tooling plays a vital role in dynamically developing companies. In order to shorten lead times and accelerate the test phase in production, companies can implement 3D printing technology in the production of moulds. Thanks to the heated chamber of the VSHAPER 3D printer, parts are produced with a smooth finish and minimal shrinkage. This makes it ideal for measuring and inspecting sample moulds, which becomes vital in producing the end product.
VSHAPER’s wide range of filaments is another reason they have become so popular in the manufacturing industry – from universal ASA and ABS to high-quality polyamide filaments, ending with high-temperature PEEK. The choice of using the correct material can have an immense influence on the quality, durability, and finish of a design. Their filaments enable and assure quality results.
When investing in a VSHAPER printer you’ll also have access to Softshaper, their cutting-edge 3D printing slicer software. This software uses the functionalities of CAD/CAM software in the 3D printing model preparation process.
For more information, please contact B&R Metrology – Tel: 011 663 2600
By Gerrit Gerritsen, Product Manager Bending & Automation at Bystronic
Smart solutions to meet the demands of the market — this is what sheet metal processors require today. Good solutions are particularly in demand for bending. Machine manufacturers have many useful tools to increase efficiency and thus guarantee competitiveness.
From the smallest job shop to the biggest OEM, every manufacturer needs to get parts out faster, better, and more flexibly. Lean, just-in-time, on-demand, and Industry 4.0 are terms that have been used in this context. “Smart” could be the next key word.
Sheet metal fabricators need to employ intelligent methods that reduce costs and speed up production. At the same time, they need to be extremely flexible and efficient with raw materials and energy, including during the transport of material. In discussions with customers, machine manufacturers have noticed that sustainability and CO2 reduction are becoming more and more important. This calls for smart solutions and the use of smarter machines.
Smarter machines make better parts, eliminating any possible errors and reducing waste to the absolute minimum — all the way down to zero waste. Simultaneously, sheet metal fabricators need to make more parts within the same time frame, switching frequently between different programs. To enable this, a lot of intelligence needs to be integrated into the machine itself. But how can the goal of zero waste be achieved? How can speed be increased at the same time? What are the hurdles to be overcome?
We see three areas where smart solutions are needed:
The part
The operator
The machine
ByCell Bend Smart XactByCell Bend Smart Xpress
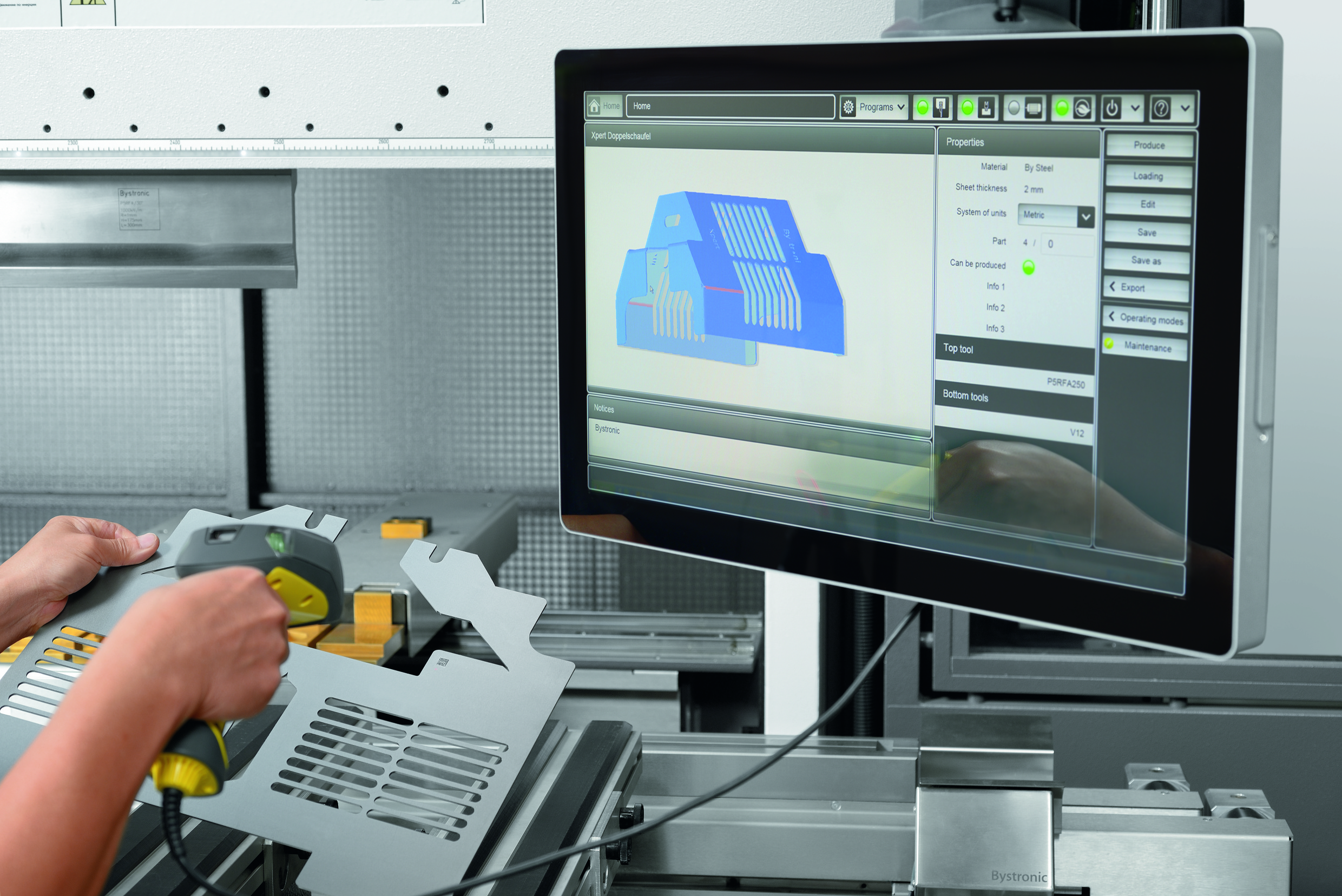
The part: BySoft7 is the smartest way to program
Today, sheet metal fabricators need reliable file formats in which they can store as much part information as possible, DXF is outdated and can handle hardly any part information. Bystronic, for example, uses STEP 242 files, which contain all the necessary data, including material information. This is important to ensure that calculations such as unfolded length and spring back are correct. Another problem in 3D files is the bend radius: In 99% of all bends, this is merely a vague number.
For a more precise flat pattern, the program recalculates the radius with distinct formulas based on empirical information. Similarly, it pre-calculates the spring back value. This solves radius, bend deduction, and spring back problems. But there is more: The perfect bend order has to be calculated, taking into account both part handling and precision. Bystronic’s BySoft7 does just that.
Xact SmartPartID
Tools pose another challenge: Sheet metal fabricators need a program with information on the tools they actually own, where these are located, and if they are available.
As a smart solution, Bystronic’s Tool Optimizer works out the perfect production sequence for a number of parts. The program calculates the time it takes to change tools, the number of tools required, and the total weight an operator needs to move during a shift. In general, the set-up time and the tool weight to-be-moved can be reduced by 30%.
The last smart aspect of Bystronic’s software is that it can keep track of grain direction. It is well-known that changes in grain direction result in variations in bend results and different angles. Bystronic press brakes remember the direction in which a part was nested and can adapt the angle according to this direction.
Customers now have the best of both worlds. They can optimize their laser nests to reduce material waste. They can then also reduce part waste, thanks to the program knowing the direction of nesting and adapting angles accordingly.
The operator: Smart hidden help features
Operators need very clear information on required tasks. Most operators have limited experience with the huge variety of bending machines on the market. Machines and operators change at a faster pace than they did in the past. Bystronic helps operators by reducing text to an absolute minimum — after all; a picture is worth a thousand words. Any remaining text is displayed in the operator’s own language. Bystronic helps by providing clear instructions for where to put which tools.
The next step for operators using smart solutions can be taken with our camera-based Optical Tool Detection system. Cameras monitor the tools and tell operators everything they need to know. The system can even recalculate the complete program for an imperfect tool set-up. Finally, an automatic tool changer can be used for ultimate smart manufacturing. This prevents any potential errors. The operator calls up a program and the tool-changing robot quickly places the correct tools in their correct positions.
In addition, our sheet thickness measuring system helps operators when they need to work with varying sheet thicknesses. The machine automatically measures material thickness and compensates for any deviations from the programmed value.
It is also smart that Bystronic takes care of tools and machines. With smart sensors, Bystronic constantly check forces and verify measured values against the maximum admissible values in the machine parameters.
The machine: Smart deformation compensation
Machines deform during the bending process. Bystronic’s smart machine software compensate for all deformations: side frame deflection, crowning, temperature, and part position. This automatic compensation is done during bending, in real time and without the operator needing to intervene or correct. This is very important, as the smart compensation system makes Bystronic machines completely deformation neutral. The operator can bend any part on any machine — the results are always exactly the same.
As a result, all Bystronic bending machines are compatible with each other, and production can be swapped from one machine to another without any recalculation. The customer’s machine park therefore becomes very flexible. These are the benefits of smart solutions.
For more information on the please see www.bystronic.co.za or contact Bystronic on 010 410 0200.
Bystronic’s Gerrit Gerritsen, Product Manager Bending & Automation describes the benefits of a fully automatic bending cell.
Not so long ago, automation was associated only with repetitive tasks. High – and consistent quality, as well as reliability over very long periods are decisive factors that ensure the profitability of automation in production environments. However, more complex jobs that require a high degree of customization in the manufacturing process are still often performed manually. This is currently a widespread approach in the sheet metal processing sector.
However, our industry has experienced a major transformation over the past five years – indeed, one could say it has been forced to transform. Increasing price pressure in the markets and the lack of skilled personnel are just two of the reasons for this, in addition to increasingly dynamic and uncertain business environments.
It cannot be completely dismissed that both, manual processing by a human operator and automated manufacturing, each have their advantages and disadvantages. Accordingly, every decision in favour of or against automating a process is a balancing act involving many production-relevant variables. In addition to productivity and quality, flexibility is an undeniable competitive advantage of any supplier in the manufacturing industry, especially in view of increasingly dynamic business environments.
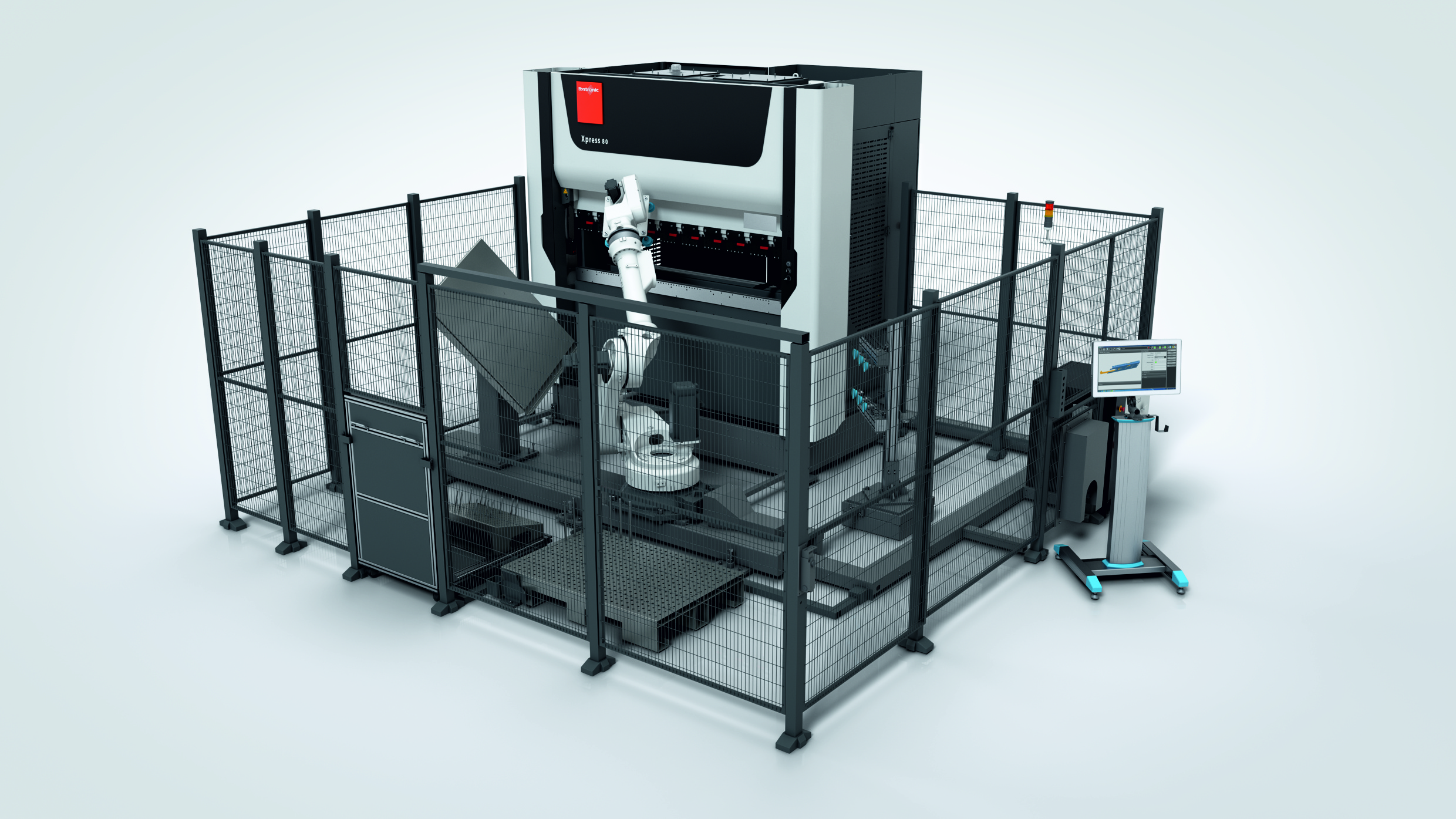
Bystronic Mobile Bending CellBystronic Mobile Bending Cell
This is a dilemma that has led to a backlog of automation, especially in the sheet metal processing industry, however, when users do not wish to accept any compromises in terms of flexibility, productivity and consistently high quality, the demands on the machines increase.
Bystronic’s Mobile Bending Cell addresses these demands and implements them by applying intelligent technology. In short, the solution is called automation on demand. The users’ requirements are particularly wide-ranging when it comes to bending technology. Being able to bend parts with extremely complex geometries in small batches while simultaneously being capable of handling the high-volume processing of simple geometries is a major challenge that many companies are currently facing. The Mobile Bending Cell combines the demand for both, extremely high flexibility, as well as high quality and productivity.
This is achieved by means of the Mobile Bending Robot, which can be positioned in front of the press brake or detached to allow manual operation. Thanks to an intelligent and fully automated measuring system, the robot references itself in front of the press brake without requiring manual intervention. Laser sensors measure the precise position of the robot relative to the press brake and reference it accordingly. This allows the press brake to be converted from manual bending to fully automated bending in less than ten minutes. The relative position of the press brake to the Mobile Bending Robot is determined so accurately that the need for manual calibration is completely eliminated.
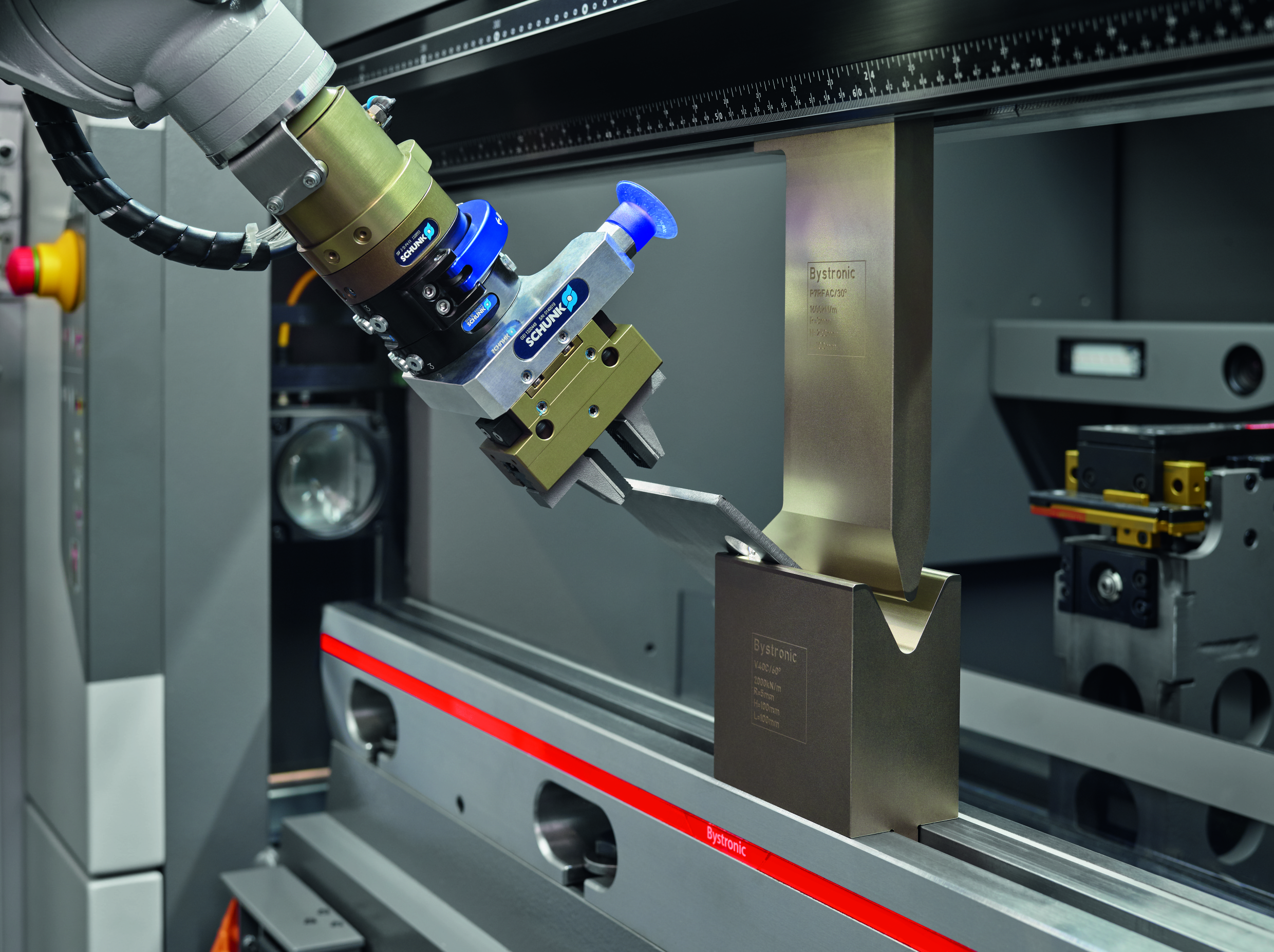
Mobile Bending RobotMobile Bending Robot
Once individual parts have been bent automatically in the past, the process can be repeated without adjustments once the press brake and the Mobile Bending Robot have been connected. Depending on the requirements, the system can either be operated completely manually or fully automatically.
However, the “marriage” of press brake and Mobile Bending Robot is not the only critical factor for an efficient production process. The preparation of the parts that are to be bent is another process that incurs costs in every production run. For the automation on demand concept to really pay off, the process of programming the robot automation needs to be innovative and fast. The Mobile Bending Cell’s programming system is called Robot Manager. The robot’s movements are programmed using algorithms that factor in comprehensive collision models for each relevant application. All that is required is the definition of basic positions; all the other movements are automatically defined by the software. This increases quality while reducing process idle times.
Automatic measurement of the press brake and bending automation system in combination with intelligent robot programming makes the Mobile Bending Cell the ideal solution for bending automation on demand.
For more information on the please see www.bystronic.co.za or contact Bystronic on 010 410 0200.
In the world of laser cutting systems, automation plays an increasingly important role. The cutting speeds achieved today have shifted the attention of many companies to the loading and unloading operations, which often risk becoming dangerous bottlenecks. But navigating among the various solutions available on the market, and choosing the one most suitable for your own specific needs, is a matter which is anything but trivial. We asked Pierandrea Bello, Salvagnini Product Manager for laser technologies, to answer some of our questions.
Pierandrea Bello, Salvagnini Product Manager.
Pierandrea, it is now abundantly clear that automation is the keystone for optimizing production. Salvagnini’s laser automation range has always been very extensive and modular, allowing each system to be configured differently to suit different production needs. In your experience, which solutions are most popular with the market?
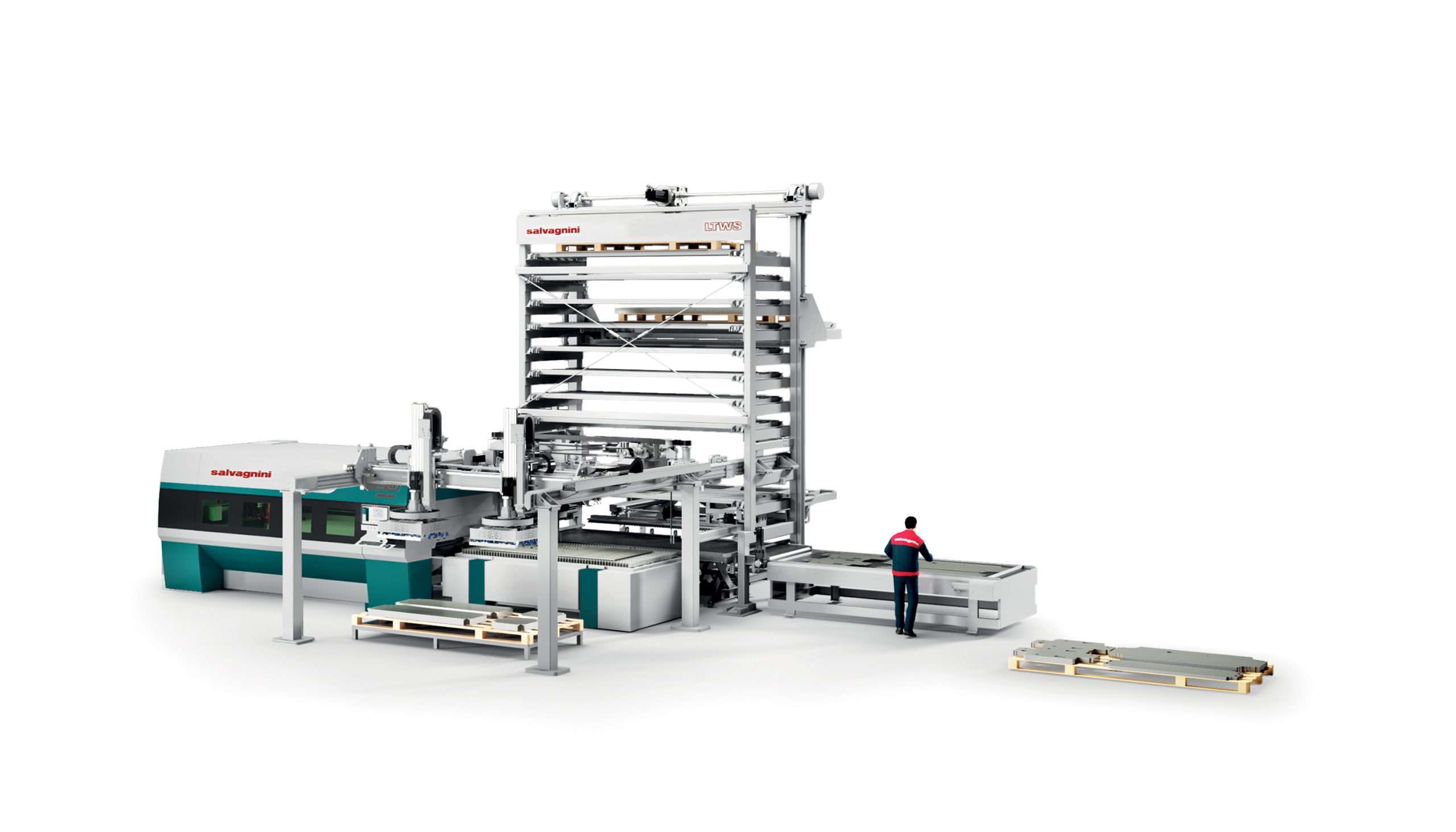
Laser automation is certainly one of the most interesting trends we have seen develop over the last few years. And as you quite rightly highlighted, automation has a positive impact not only on the efficiency of the individual machining steps, but also on that of the entire production process: this is what, in our vision, makes it absolutely decisive in the current industrial scenario. I’ll give you some numbers to put it into perspective. We have used LINKS, our IoT solution that continuously monitors the data from systems connected all around the world, to assess the efficiency of different configurations, analyzing the many variables that come into play, such as the type and weight of the sheet metal used and the material handling and waiting times. The results of this study are remarkable: while stand-alone solutions have an average efficiency of around 60%, automated systems have much higher efficiency values, reaching 80% or even 90%, if we take our LTWS store-tower into consideration. This study also allows us to understand why, over the last few years, the LTWS store-tower has been the most widely requested automation in combination with our L3 and L5 models.
Over the last three years, 50% of our customers who have invested in automated loading/unloading have chosen LTWS to complete the configuration of their system. LTWS, in configurations from 6 to 38 trays, with its ultra-rapid cycles and high autonomy, is an extremely compact high-end solution. It is available in compact, single- or double-tower versions, with wooden pallets, without wooden pallets, or mixed. In the single- or double-tower versions, the loading and unloading devices are independent, increasing process efficiency even in extremely rapid cutting programs, while the compact version offers smaller dimensions and shorter cycle times, which can be further reduced with an extra bay. Autonomy is guaranteed by the availability of multiple materials, and by the STORE software, which identifies the empty loading trays as new stations on which to stack the processed material.
In short, an enormous variety of customization possibilities are offered. But how to identify the solution best suited to a specific production context?
We do realize that the choices are numerous: for this reason, an in-depth feasibility study is always the starting point for our discussions with customers. Salvagnini’s specialists work alongside them to define the most suitable configuration for their production needs, evaluating a number of variables including the field of application, the production strategy and the production mix. In the case of an LTWS store-tower, there are nevertheless some constants to take into consideration: the maximum possible dimensions, the required autonomy and operational flexibility, whether or not it is necessary to incorporate an automatic sorting device, the need to access the pallet changer, and the investment which will be required. Are you looking for a compact system? Do you have a limited budget? In this case, an LTWS Compact is very probably the solution for you. Do you have restrictions in terms of space, but need a good level of autonomy? Do you want to maintain good operational flexibility or incorporate an automatic sorting device? In this case, the best choice will probably be the LTWS. Do you have no limitations in terms of the size of the store-tower, but require the highest possible autonomy? Well then, a double-tower LTWS will be your ideal choice.
Pierandrea, at this point I’d like to ask you to talk a little more about unloading the cut material and skeletons, and also to clarify another concept which has come up more than once in our conversation: automatic sorting devices.
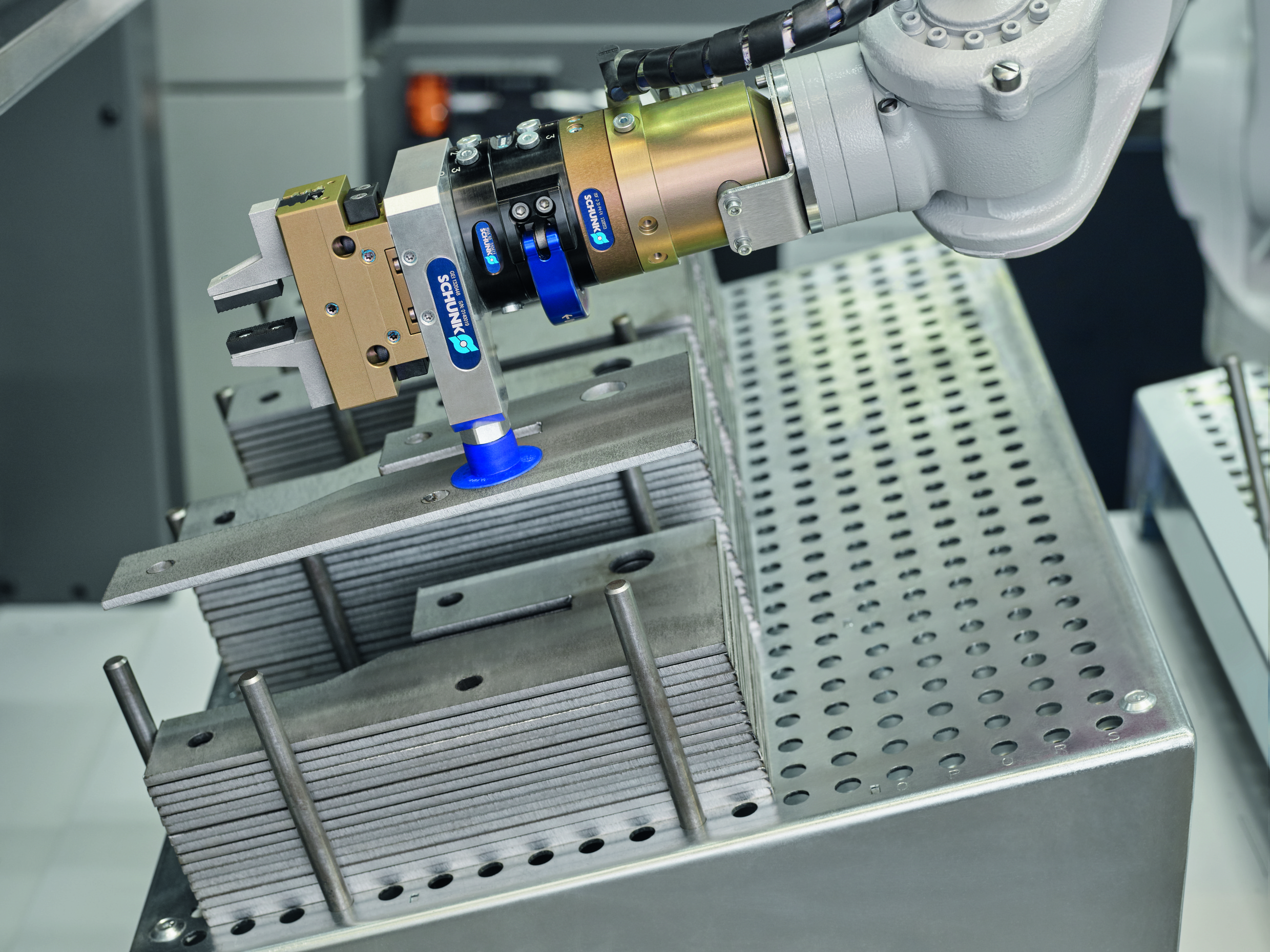
It might seem obvious, but I think it’s worth saying again: without an automatic sorting device, our LTWS will return the sheet metal to the store-tower, and the operatives will then have to separate and stack the parts. In this kind of situation our software will always offer three different strategies for managing unloading: fill mode requires an unloading tray to reach its maximum capacity before being changed, while material mode involves the unloading tray being replaced on the basis of the material to be unloaded and finally, order mode involves all the sheets in the same production order being unloaded onto the same unloading trays. The operator can choose and modify the unloading strategy independently as required. On the other hand, the LTWS store-tower can achieve even higher performance if equipped with a sorting device. Salvagnini offers the TN manual sorting device, which assists operatives in separating the cut parts from the skeleton, proceeding in parallel with the cutting job. We also offer the MCU automatic sorting device, which is a solution for easily stacking parts with different geometries, sizes and weights. In addition to the standard sorting strategy, MCU can work in multi-gripping mode, picking up several parts in sequence with the same gripping device or in double-picking mode, reducing the time needed to pick up the parts. The MCU has very few limits: it can pick up thicknesses of between 0.5 and 12 mm and weights of up to 65 kg for each manipulator or 130 kg when the two gripping devices work together. The flexibility and extreme mobility of the manipulators, which can rotate a full 360°, removes all geometric constraints: the gripping devices can pick up any part, whatever its maximum size or shape. The minimum dimensions, on the other hand, are 100×200 mm. But to overcome the dimensional limitation when unloading parts below the official threshold and to prevent automatic sorting from reducing the sheet metal yield, Salvagnini now offers the new smart cluster function. Smart cluster is used to micro-joint parts together quickly and easily, without using a cutting frame and without making programming more complicated in the office. At the same time, smart cluster is yet another solution for reducing total unloading times. The MCU is managed by the Salvagnini CM software, which automatically defines the grips, automatically generates the unloading sequences and positions the stacks of parts in the unloading areas. The interface is easy to use, allowing manual interaction and fine tuning. CM can be used both in the office and on board the machine. The MCU integrates perfectly with the whole range of Salvagnini automations, making the operators’ work easier, drastically reducing waiting times between the end of the cutting and the start of the next processing. It can make single parts immediately available for downstream processing in urgent cases, or physically integrate the laser with downline panel benders, press brakes or robotized bending cells.
Pierandrea, from what you’re telling us, choosing an automatic sorting device is a real paradigm shift which can lead to doubts and uncertainties. Is the investment in this kind of device justified? What is the return on investment?
Those are good questions. As regards the return on investment, the MCU can reduce the labor required for part sorting by over 80%: this is a significant parameter. So clearly, even if we consider only the reduction in operating costs, the return on investment time is really short. But the MCU also guarantees significant technical advantages: the high flexibility in terms of the materials, thicknesses and sizes that can be unloaded without having to reconfigure the gripping devices is a fundamental aspect for managing highly variable productions. With multi-gripping, double picking, and smart cluster, sorting times are very low and masked for most nests. The rapid, easy-to-use software can automatically manage the majority of activities. The MCU is extremely reliable, while the overall dimensions of the unloading areas required to guarantee operating autonomy are generally less than those required for manual sorting. So there are really many good reasons for investing in an automatic sorting solution. The clearest benefits derive directly from the elimination of manual sorting activities: a reduction in operating costs and in problems relating to the availability of labour and the risk of accidents, as well as the reduction in waste linked to handling damage, which may be frequent during separation. But equally important is the possibility to plan the sorting times very precisely, as the automatic device makes these constant and repeatable, as well as the possibility to separate the material produced during any unmanned shifts. But there are three more advantages to automatic sorting: the first is that it optimizes the production flow as it makes the material available sooner for sending to the downline workstations, the second is that it simplifies part traceability by grouping parts by order, kit or subsequent workstation, depending on the production strategy, the third is that it increases the overall flexibility of the system.
For more information, please contact PIM Machine Tools – 011 022 4648
Throughout two and a half years of a worldwide pandemic and varying levels of lockdowns and travel restrictions, a project team across four countries collaborated to establish a new production facility at the Volkswagen Group South Africa (VWSA) plant in Kariega.
This R235-million project came to fruition recently when the ultra-modern wax flooding facility began operating here – simultaneously improving the efficiency and environmental impact of the wax flooding process for locally-built Volkswagen Polos and Polo Vivos.
The wax flooding process, which serves to protect Volkswagen vehicles from corrosion in the cavities of the vehicle body, is now performed in a building covering 5 350m² across four levels, in the plant’s former electro-coating facility. This same process is what enables Volkswagen to sell vehicles with a 12-year anti-corrosion warranty.
To establish this facility, colleagues across the Volkswagen Group in South Africa, Germany, Croatia and Czech Republic worked remotely from January 2020 to conceptualise the project, often using 3D laser scans, models and virtual navigation in the design phase. The international suppliers working on the project first visited the Kariega plant in July 2021, when the manufacturing of components for the facility had already begun.
A year later, the facility is operating across three shifts and the plant’s daily production volume of 680 vehicles per day – though it is capable of meeting the demands of the plant’s full installed capacity of 710 vehicles per day. In fact, at its full capacity the wax flooding facility will be able to process 747 vehicles per day.
New R235-Million Wax Flooding FacilityNew R235-Million Wax Flooding Facility
The process of wax flooding follows after the body of a vehicle has been painted, as certain cavities in the body are inaccessible during the painting process. First the vehicle body is put on a hanger and heated to 60 degrees Celsius in a pre-heating oven, to prevent the wax from solidifying too quickly when it is injected. Next, the body is lowered onto a wax flooding frame where wax (heated to 110 degrees) is injected and flooded into the cavities. Finally, the vehicle is tipped at a 15-degree angle to allow excess wax to run off for re-use. The wax used for the process is shipped from Germany in the form of tablets weighing 4,26 kilograms, which are melted down on site.
Using this new facility has not only allowed the VWSA plant to increase the volume of vehicles moving through the wax facility, but also the environmental impact of the process. The new facility uses 25% less energy for heating, and – as it uses liquefied petroleum gas (LPG) – has reduced CO₂ emissions for the process by 55%.
“This investment from the Volkswagen Group is a massive vote of confidence in VWSA as a production plant,” said Ulrich Schwabe, Production Director at VWSA. “The modern facility will allow us to keep building and delivering high-quality Polos and Polo Vivos for local and export customers, while prioritising our commitment to continuously finding more environmentally responsible ways to do so.”
Perforated metal is encountered in many areas. It can be found in industry and sound insulation as well as in air conditioning technology and food production, although perforated sheet can also be used to clad the façades of buildings. In all these areas, the products from Schäfer meet the toughest requirements in terms of quality and availability. For its punching tools, Schäfer relies on EDM technology from Mitsubishi Electric for its perforated sheet. The toolmakers at Schäfer are particularly proud of their FA30, which has been put to more than 100,000 hours of use since 2001 and is still producing top-quality punching tools.
Its mechanical, chemical and optical properties make perforated sheet the ideal material for furniture makers.
Today, the Schäfer Werke Group can look back on over 80 years of experience of steel processing. More than 1,000 employees contribute to the company’s success at its state-of-the-art production sites in Germany and the Czech Republic. From its base in Neunkirchen in the Siegerland region, the family-owned company now operates worldwide through its numerous divisions. One of its focuses is on perforated sheet metal, and Schäfer satisfies its customers with a wide range of products. Its standard range comprises over 400 different perforation patterns in a variety of sizes and grades in a wide range of materials and in thicknesses from 0.5 to 3.0 millimetres. Other specialities include perforated sheets to customer specification and its machining service. Schäfer responds to customer’s wishes flexibly and efficiently at its modern production facilities.
Operator M. Knautz at the machine with 100,000 hours of service behind it.
For Daniel Sauer, Assistant Technical Manager, on-time delivery and quality are the decisive unique selling points of Schäfer Perforated Metal. “We are very quick to respond to and satisfy customer requests,” Sauer explains. “Quality management plays a central role here. For 25 years, all the critical stages in production have been integrated into the system.” The company produces around two million running metres of perforated sheet metal per year from all materials and with a variety of finishes.
Optimising the air flow of radiator grilles
One of the tasks of a radiator grill is to supply vehicle engines with the air they need and to protect them from mechanical impact. Together with its customers, Schäfer perforated sheet has developed among other things new approaches in the improvement of engine cooling. Originally, a diamond-shaped perforation was envisaged for a customer to protect the engine. In the designing process, the developers discovered the advantages of hexagonal perforations for this application and thus increased the air throughput significantly. This improvement in cooling performance has a measurable effect on engine cooling. The company has achieved similar improvements on agricultural vehicles.
Standardised and customised network solutions from racks to accessories.
Hexagonal perforations were a challenge for the toolmaking department, because with this hole pattern only 12 per cent of the sheet metal is retained. So that these sheets are highly air-permeable, up to 80 per cent of the material is punched out. The remaining percentage must then deliver the necessary rigidity.
State-of-the-art machinery in the toolmaking department
Since the company’s founding, the in-house toolshop has been responsible for making and maintaining all the tools. “In addition,” Sauer explains, “we also produce the spare parts for our machinery as far as possible. We have a variety of machining techniques here and expertise that has accumulated over the years. On top of all this, we work quickly and inexpensively.” For their activities the toolmakers have a state-of-the-art machine park at their disposal. In addition to the three EDM units from Mitsubishi Electric, there are a variety of lathes, milling machines and grinding benches.
The first Mitsubishi Electric FX20 was introduced back in 1997, to be replaced in 2001 by a larger FA30. “For 20 years it has been running on a daily basis to our complete satisfaction. The FA30 is the oldest machine in the toolshop,” Sauer reports. “Nevertheless, the machine still does its job one hundred per cent. This is due both to the FA30’s top quality and our skilled staff, which receives comprehensive training to handle the machines with the necessary care.”
Quality control of a die by N. Neuser and his colleague M. Brock.
Over 100,000 hours in operation
The performance of the Mitsubishi Electric FA30 is outstanding. In the past 20 years it has clocked up well over 100,000 operating hours. “We did a rough calculation of the number of threadings during this period,” Sauer explains, “and arrived at a figure of over a million – which absolutely stunned us. Since we are totally satisfied with the machine’s quality and reliability, we see no reason at the moment for us to replace it with a new one.”
Insert X6 about here
Caption: IT racks with doors of perforated sheet ensure efficient ventilation.
To boost its EDM capacity, the company installed a Mitsubishi Electric MV4800R Connect in August 2021. The tool guides mainly run on the large machines, the FA30 and the MV4800R Connect. To machine workpieces with a length of 1,650 millimetres and a width of 200 millimetres, the standard machines had to be slightly modified. Dies with a maximum length of 330 millimetres are usually cut by the toolmakers on a FA10s Advance. “Although the machining programs dictate to some extent which machines are used for which jobs,” Neuser adds, “it can still be safely said that the MV4800R Connect and the FA30 are used for the same tasks.”
Insert X7 about here
Caption: Generations apart – the new MV4800R (left) and the FA30 (right) being operated by employees M. Brock and M. Knautz.
All-important dependability
“For a direct comparison of the two machine generations,” says Sauer, “the new MV4800R Connect simply hasn’t been running long enough. After tests at Mitsubishi, we are assuming that the cutting speed of the new machine is not significantly faster. One point that immediately catches the eye, however, is its remarkable speed during wire threading. The process runs much faster as a result, and this makes itself felt in the machine’s overall productivity. It is hugely important for us that the wire threader operates trouble-free, because our EDM machines all run during an unmanned third shift.
While process reliability, therefore, is crucial for Schäfer Werke, the company can always depend on the machines from Mitsubishi Electric. “When we start the process in the evening, the jobs are either finished or still running in the morning,” Sauer concludes.
Generations apart – the new MV4800R (left) and the FA30 (right) being operated by employees M. Brock and M. Knautz.
For More information, contact WD Hearn – Tel: 021 534 5351
The FANUC ROBOCUT a-CiC Series was released to the South African market last year and received high praise from both existing ROBOCUT and new wire-EDM users alike. The following features and options make it a versatile wire EDM which is easy to operate while retaining the highest quality for manufacturing accurate parts.
Cutting-edge CNC Operator’s Panel
The main attraction of the ROBOCUT is the latest in FANUC 31i-WB CNC control technology. The interface includes new ease-of-use help screens and undo/redo functions to further assist the operator. The screen layout also mirrors the previous generation of ROBOCUT making it simple to operate the new machine without having to retrain existing operators, while offering significant speed enhancements.
All improvements are aimed at increasing output while maintaining exacting quality standards.
Improved Pendant Control Functionality
The new generation pendant control now includes an LED which indicates if there is a short between the wire and part, an E-stop button, and programmable function keys to enable easy operation of the ROBOCUT without having to use the operator’s panel. The pendant shape has also been redesigned to make it more ergonomic and user-friendly.
Automatic Wire Threading in just 10 seconds
The ROBOCUT Automatic Wire Feed Level 3 technology makes short work of the threading process, from submerged threading where air vibration is used to assist the threading process, to normal threading where a jet of water is used to complete threading in just 10 seconds.
This strengthens the unmanned capability of the machine, to enable even longer periods of unattended cutting.
Early Detection – Simple Maintenance
The FANUC ROBOCUT also has an intuitive maintenance interface screen which allows the operator to pre-emptively check all maintenance related requirements to prevent any potential unplanned downtime. Simple diagnostic features, counters, and visual outlines also assist the operator to determine if there is or will be any impending issues.
ROBOCUT CCR Rotary Table
The ROBOCUT CCR is a fully submersible rotary axis which can handle a workpiece of up to 40 kg in mass. The CCR offers maximum accuracy across a wide range of applications with a FANUC Servo motor and rotary encoder. This option can be fitted to the ROBOCUT to enable gear cutting, PCD toolmaking as well as host of other applications which would otherwise require manual rotation of the part.
ROBOCUT-CAMi
FANUC ROBOCUT-CAMi offers multiple 2D and 3D import data options such as DXF, IGES and STEP files. CAMi houses all the necessary cutting conditions and does not require any further EDM technology settings on the ROBOCUT.
ROBOCUT CAMi also offers flexible programming for the core stitch function and now also supports ROBOCUT CCR programming.
MICROFINISH 2 FUNCTION
FANUC’s MICROFINISH 2 (MF 2) power generator enables ultra-fine surfaces whilst ensuring maximum accuracy. MF 2 uses up to 5 skim cuts to realise high quality and high accuracy surfaces.
For more information, please contact FANUC South Africa – Tel: 011 392 3610
L - R Thabelo Rabedzwana, Anneke Hofmeyr and Melanie Kearns.
While many may still think that the cutting, welding and grinding industry is an exclusively male domain, five women in pivotal roles at First Cut – a leading South African provider of cutting, welding and grinding consumables and equipment – and its sister company Gas Safety International (GSI) show unequivocally that this is a commonly-held misperception.
So says Ian McCrystal, First Cut CEO, who explains: “We are very proud that our company culture fosters the growth and progression of women within the industry sectors that we service – which includes a strong focus on engineering and mining.
There are no barriers to entry for women at First Cut or at our sister company GSI. This is proven when we look at the example of five key women in our companies, who work across various divisions in different roles.”
Melanie Kearns, National Product / Sales Manager – Equipment and Seminars, manages the sales for the compressed gas training provided by GSI, as well as oxyfuel product sales. GSI provides certified compressed gas safety training and quality gas equipment to a wide range of sectors, including welding, to ensure a safe and efficient working environment.
Kearns says, “Our compressed gas safety training courses are of critical importance, because of the high risk attached to working with compressed gases.
“The training we offer enables attendees to identify risk factors, and empowers their employees to manage these risks accordingly. GSI training is also accredited by the ECSA (Engineering Council of South Africa).
“Typically, our seminar attendees include management, artisans and operators; as well as laboratory employees and other support staff. Although many are from the mining industry, the training is applicable to all users of compressed gas.
L – R Jacolene Fourie and Zelda.
“I am so excited to see a lot more female delegates attending our training too. The number of women in technical roles today – in comparison with a decade ago – is extremely heartening! Gender diversity in industries such as mining is definitely gaining traction, and I trust will continue to do so.”
Kearns’s longstanding colleague, Executive Assistant Anneke Hofmeyr, is another key member in the GSI team. She supports GSI’s Managing Director Peter Rohlssen, demonstrating that administration and organisational excellence contribute enormously to GSI’s compressed gas safety training success. Hofmeyr and Kearns are both dedicated to promoting compressed gas safety in industry, and are testimony to the success of women in this sector.
L – R Thabelo Rabedzwana, Anneke Hofmeyr and Melanie Kearns.
Demonstrating her expertise in the gas safety training and risk assessment arena is GSI’s Training and Risk Assessment Officer Thabelo (‘Thabs’) Rabedzwana. With over 20 years of experience, Rabedzwana is passionate about gas safety training.
“Stringent safety is imperative when it comes to welding as well as gas cutting, heating and brazing,” she says, “and this applies across all industries.”
Rabedzwana endorses colleague Melanie Kearns’s input when she adds: “I am seeing an increasing number of women interested in welding. I have also seen female welders being promoted to the role of boilermakers, which is relatively new in recent years and a very encouraging sign.”
First Cut’s Regional Sales Manager for Mpumalanga, Zelda Vorster, also believes that women are now able to take their rightful place within the industrial arena.
With regards to the issue of being ‘a woman in a man’s world’, Vorster notes: “In my opinion, this has definitely been changing over the past five to ten years. I am certainly seeing more women throughout industry. I think the playing fields are being levelled, and I welcome this.
Jacolene Fourie, Sales Representative at First Cut, is also of the opinion that the industry is opening up to women. “I think it is fair to say that more and more women have been able to enter the industrial sector over the past few years,” she says.
“I have seen the situation changing throughout all areas of engineering and manufacturing: from the warehouse to the shopfloor and in procurement. Women are easily able to play a key role in our industry, especially considering their strong attention to detail. I have observed our GSI colleague Thabi Rabedzwane’s training courses, and in addition to commending her for her skill, I am also very impressed by her patience, which I believe is a strength that many women bring to the work situation – including in training roles.”
“At First Cut and GSI, we value the dynamic diversity which the women in our companies contribute,” adds McCrystal. “Our five ‘leading ladies’ also offer a wide variety of skills and attributes which – along with their fellow team members’ – all contribute to provision of cutting-edge cutting and welding training, products and service – to the ultimate advantage of our customers and industry as a whole,” he concludes.
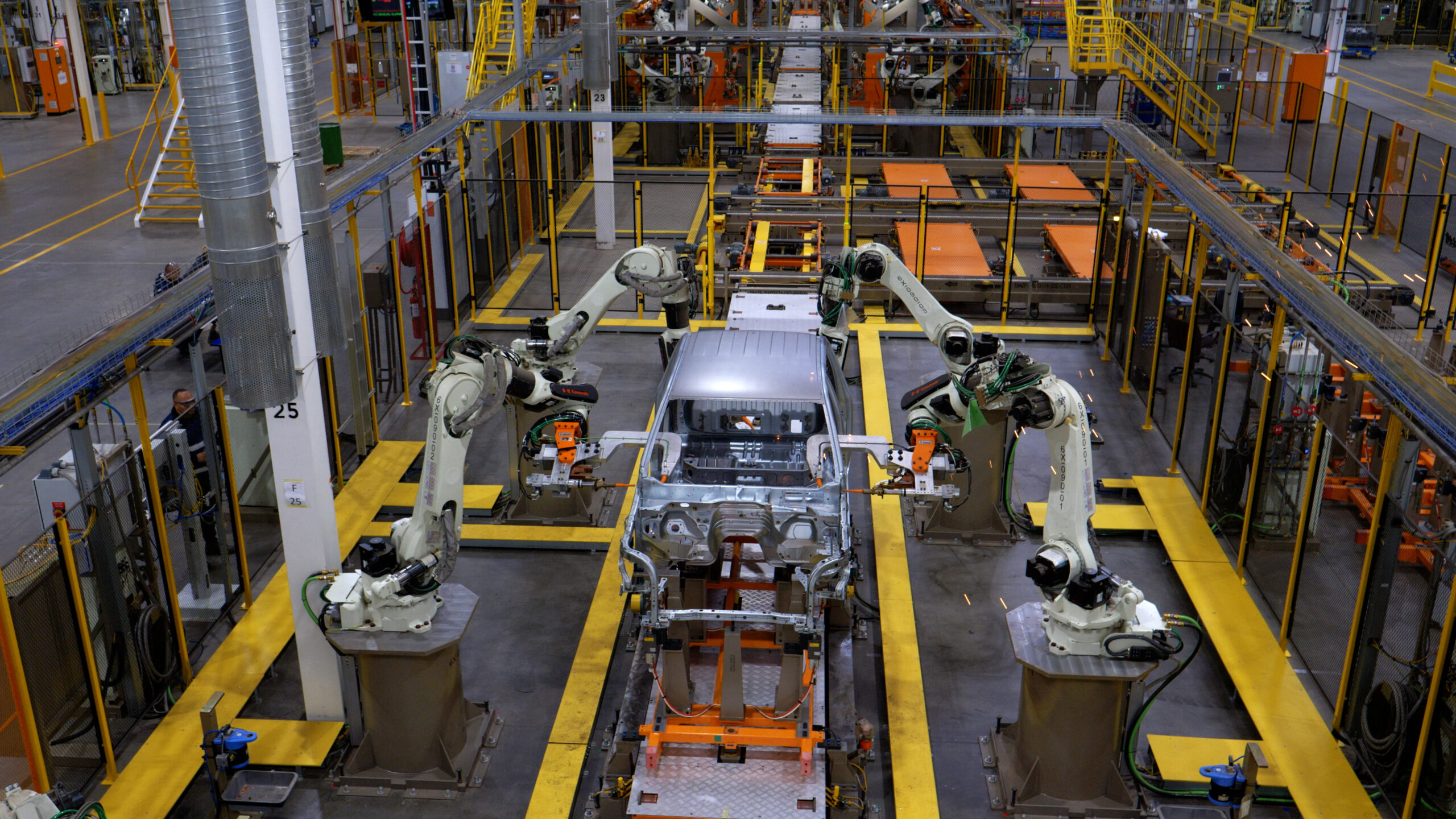
As part of Ford’s R15.8-billion investment in its Silverton Assembly Plant operations, a completely new high-tech Body Shop has been constructed featuring the highest-ever levels of automation and quality control for the facility, which will be producing the next-generation Ford Ranger for domestic sales and export to more than 100 markets globally.
The new 44 000m2 Body Shop and its supporting warehouse are located adjacent to the recently completed Stamping Plant, providing a seamless flow of stamped panels to the line where the body and load compartment of the Ranger pick-up are assembled and welded.
“Building a new Body Shop was essential for the Silverton Assembly Plant to achieve our highest installed capacity to date of 200 000 vehicles per year,” says Ockert Berry, VP Operations for Ford South Africa. “This necessitated a much higher level of automation to reach our production targets, while also introducing the latest quality control systems and technologies that are essential for delivering consistent, world-class quality vehicles for our local and export customers.”
The new highly automated production line is designed around 493 robots that transform the numerous stamped body panels – including the underbody, floor, roof, body sides, cab framing and load box – into a complete Ranger body, ready for transfer to the Paint Shop. The robotic welding guarantees the highest level of consistency, employing the latest 100-percent adaptive controllers with servo guns to deliver spatter-free body welds. The plant manufactures a wide variety of configurations including Single Cab, SuperCab and Double Cab, as well as left-hand drive and right-hand drive derivatives.
“Designing and building our new Body Shop from the ground up has allowed us to integrate IIOT (Industrial Internet of Things) into the manufacturing areas. This gives our production teams access to in-depth and always up-to-date analysed data trends, which allows them to make concise decisions to consistently improve productivity and quality,” says Adheer Thakurpersad, Area Manager for the Body Shop.
Significant investment has been made in quality control technologies, including two inline Perceptron measuring systems that measure and record every vehicle manufactured in Body Shop along with their respective Geometric pallets that they are assembled on. Vision systems attached to sealer application robots provides further error-proofing, supporting Ford’s commitment to setting an even higher standard for quality, reliability and durability with the next-gen Ranger. Even the handling of the vehicle body during construction has been automated on the line, totally eliminating the need to move parts manually which could result in damage.
As with the new Stamping Plant, Body Shop is equipped with the sophisticated GOM ATOS ScanBox blue light scanner system that provides a full 3D body scan for comparison with a stored design specification to highlight any potential issues. Furthermore, a twin-column fixed bed CMM (coordinate measurement machine) performs a range of probe measurements that are accurate down to microns, or thousandths of a millimetre, to ensure that production remains within specification. The team also has access to a portable FaroArm CMM, and a portable GOM unit.
“To assess our weld quality, we conduct non-destructive testing and ultrasonic verifications, and we have a fully equipped destructive teardown facility to test the integrity of the weld spots,” Thakurpersad explains.
It’s not just the high-tech equipment and systems that contribute to quality and efficiency, as the production team continues to play a critical role, with the Body Shop team comprising 38 salaried and 500 hourly employees. “Being in a highly automated environment, ongoing skills development is a priority,” Thakurpersad adds. “Therefore we have plans to install an advanced skills development facility in the body construction area, which will enable employees to continue developing their skills in automation and problem-solving.”


 PFERDEFFICIENCY strives to deliver increased productivity and improved economic efficiency. It refers to the fact that PFERD products save energy by getting the job done quicker and decrease processing time due to their higher stock removal rates while generating significantly less waste—ultimately utilising resources sustainably.
PFERDEFFICIENCY strives to deliver increased productivity and improved economic efficiency. It refers to the fact that PFERD products save energy by getting the job done quicker and decrease processing time due to their higher stock removal rates while generating significantly less waste—ultimately utilising resources sustainably. “We continually improve our manufacturing facility and processes to ensure efficient utilisation of resources to sustainably produce the highest quality tool solutions that our customers depend on.
“We continually improve our manufacturing facility and processes to ensure efficient utilisation of resources to sustainably produce the highest quality tool solutions that our customers depend on.
 “EMA is the premiere event to connect with customers – new and existing. Customers could see our high-performance tool solutions for themselves and the value it can add to their operations,” explains Phillips.
“EMA is the premiere event to connect with customers – new and existing. Customers could see our high-performance tool solutions for themselves and the value it can add to their operations,” explains Phillips. solutions to application problems as well as how the products can help improve operational efficiency.
solutions to application problems as well as how the products can help improve operational efficiency. alternative to conventional grinding wheels. It features high-performance, triangular-shaped, ceramic abrasive grain that achieves a very high stock removal rate while significantly reducing noise and vibration.
alternative to conventional grinding wheels. It features high-performance, triangular-shaped, ceramic abrasive grain that achieves a very high stock removal rate while significantly reducing noise and vibration.



























 The ROBOCUT Automatic Wire Feed Level 3 technology makes short work of the threading process, from submerged threading where air vibration is used to assist the threading process, to normal threading where a jet of water is used to complete threading in just 10 seconds.
The ROBOCUT Automatic Wire Feed Level 3 technology makes short work of the threading process, from submerged threading where air vibration is used to assist the threading process, to normal threading where a jet of water is used to complete threading in just 10 seconds.






")