Cost-effective bending machine from JFY sold to more than 5.000 customers – Proven technology with high stability and reliability.
The machine body is optimized by finite element design to ensure high strength and high rigidity during operation. Compared with traditional CNC bending machines, the frequency of the Y-axis movement is 25% higher.
A broad range of options and bending tools allow the processing of large and complex workpieces, while the high-performance CNC control TJS-90 as standard configuration ensures maximum workflow efficiency and operating convenience.
The automatic mechanical crowning compensation system as standard configuration solves the influence of ram deformation on the workpiece during bending and Push-Pull Quick clamping as a standard configuration avoids part interference when bending at a small angle.
For further information, please contact PUMA MACHINE TOOLS – Tel: (011) 976 8600.
A high-performance mid-price laser machine equipped with TruFiber Cut Laser up to 6 kW.Smart design and material flow ensure maximum productivity at minimal investment costs.
The EFC ll laser cutting machine from leading Chinese manufacturer JFY, a member of the Trumpf Group, is locally available from Puma Machine Tools.
The machine’s CNC control system is based on the Windows platform and has been proven to be extremely reliable and high-performing.
The cutting head is designed with built-in protective glasses, ensuring reliable and optimized cutting quality. These protective glasses safeguard the optics from potential debris or damage that may come from the process zone. Overall, this results in a significantly higher durability of the cutting head, as well as higher cutting precision.
TruFiber is the ultimate fiber laser solution for all cutting needs. In fact, TruFiber delivers excellent process stability and consistent process results. Furthermore, the technology requires a minimum of maintenance.
Using offline programming software can improve material utilization and process efficiency. On the one hand, programming software can optimize the nesting process to reduce material waste, and on the other hand, it can simplify the programming process by converting simple and complex part drawings into processing programs, which results in faster production times. The Lantek programming software is a proven solution based on latest technology.
For further information, please contact PUMA MACHINE TOOLS – Tel: (011) 976 8600.
At the end of last year, WWD Metaal from Nederweert took a new tube laser into use. It is now the first company in the Netherlands to purchase a Timesavers 22 RB series rotary brush machine. Owner Waelbers let his company grow, even during the corona crisis. “We look further ahead. No longer busy with tomorrow, but with next week.”
Wil Waelbers walks through the large hall of his factory in Nederweert. A few people are working on making frames. His company is relatively young, just 21 years old. Waelbers founded his company in 1999 in an old barn in a farmer’s yard. In the past two decades, WWD Metaal has grown to its current size, – thirty employees, 3,150 m2 of surface area and a production capacity of more than 50,000 hours per year.
The 22 RB series is the most compact model in the Timesaver rotary brush machine range for deburring, edge rounding, finishing and laser oxide removal of various sheet metal parts.
WWD Metaal mainly processes stainless steel and aluminium in the broadest sense of the word, performing machining, glass bead blasting, water jet cutting (2D and 3D), tube and plate welding, robotic welding, (certified) welding and lately even manual laser welding. The company supplies the food industry, machine construction, medical sector and various mechanical applications in a wide range of industries. In addition, it produces customised design articles. The ‘design’ is also the explanation of the third letter in the company name: WWD stands for Wil Waelbers Design.
Products without burr
WWD Metaal is a relevant player in the manufacture of frames that serve as the basis for customers’ machines. Especially in the food and medical sectors, it is crucial to work with stainless steel and to be able to deliver burr-free.
“We have to think along with our customers. That means that we have to find solutions together with the customers, while not losing sight of the economic aspect,” he says. Because price always plays a role and WWD can offer good quality at a price that is in line with the market, precisely because it pays a lot of attention to its own processes.
“When you start an assignment, you get to look at the way your customer has set up his business. We take a look at the way they are set up, and together we find out how we can make things run even more efficiently. Which order is best? Where are the possible obstacles? Helping a customer starts with looking and listening.”
Planning
This attention to our own processes is also a must to be able to compete in this day and age. WWD therefore invests, even when the economy is tough in the Netherlands. During the previous crisis in 2014, Waelbers had a new building built that was three times the size of the previous one. He invested in the machinery by purchasing, among other things, a blast cabinet and a water jet. WWD Metaal therefore had the space, the machines and the knowledge to be able to offer a total concept when the economy picked up. Thus, the investments had helped.
A second improvement to his own process is through better planning. “It is difficult to get skilled workers, because everyone is looking for them. So we looked for a new approach. Instead of trying to speed up the process, we started to make it smarter.
Process optimisation with a deburring machine
In the past, a product that was processed in one department would sit for too long before being processed again in another department. Because the flow of work in the departments has improved, employees ask for work sooner. They can therefore move on to the next product sooner, which means that more work can be generated. Waiting times are shortened and rush orders or firefighting are now a thing of the past. In the past, orders would pile up in every department and rush jobs would result in a lot of overtime.
Chosen Timesavers compact deburring machine 22 RB series
Even now WWD Metaal is investing. At the end of last year, the company bought a tube laser from Bystronic. This was intended to speed up the production process of the frames. Now Waelbers has purchased the Timesavers 22 RB series. It is a new step in a better process at WWD Metaal, says Waelbers. The 22 RB series is a compact dry machine for deburring, edge rounding, finishing and removing laser oxide from sheet metal. The machine offers a solution for companies that do not have large capacity needs, but still want to have the commonly used features of the 32 RB and 42 RB series. Customers with limited production demand and budget can still use it to optimally deburr, round and finish parts. The 22 RB series can cost-effectively automate heavy-duty tasks such as grinding and manual edge routing, helping to optimise processes. Thanks to the Siemens PLC and HMI, the process and parameters can be adjusted automatically. In addition, the 22 RB series supports the use of cobots and can be integrated into a Smart Industry software platform.
WWD Metaal deliberately chose a small machine.“Our customers are mostly small and medium-sized enterprises in the central Netherlands. They come with smaller products and smaller series. A machine that is too large would not fit. For that matter, the size also plays a role. If you set up a line like us, it is also important that you can manage it spatially. Now the Timesavers is in line with the laser cutter.
Nesting
22-RB-Series Brushes
“This new development by Timesavers provides a more compact machine, but with the performance of a ‘big boy’. We see that the quality is high. It has to be, because we have to make finishes that are perfect. The user in the food industry cannot damage his hands. That is a hard requirement. With this concept of Timesavers with the rotating brushes, the product is perfectly finished.”
Again, Waelbers cites the bigger picture. “In the overall picture, it is very important that our people do not have to work with a grinder or file.” For a good flow, pieces must be completely deburred. The work process at WWD is structured in such a way that the laser is controlled by the work planner. The software takes care of the nesting. The operator then places the plates on the laser. After picking, the journey continues through the Timesavers deburring machine. Each product passes ‘through the Timesaver’ to be deburred.
For more information, contact First Cut – Tel: 011 614 1112
Nakamura-Tome Precision Industry Co introduced a new two-turret two-spindle precision CNC multitasking lathe the WY-100V. The new machine features many new technologies which reduce cycle time drastically.
Shogo Nakamura, CEO at Nakamura-Tome Precision Industry says: “Seven years after the predecessor WY-100II was released, the WY-100V was developed to present a higher value-added multitasking machine. The most significant feature is its high-speed capability. To minimize idle time, we have developed a new technology called “ChronoCut” and achieved significantly higher spindle speeds and milling speeds, while improving torque on the hardware side. As a result, we have successfully reduced cycle time by 30% in an actual machining case.”
New hardware and software solutions have been developed to improve accuracy, while promoting faster mass production. Moreover, in terms of control, various techniques have been incorporated to reduce idle time. It is a completely new multitasking machine that is faster, while enormously enhancing productivity.
Sample Workpiece of a Hydraulic Valve Component.
In a multi-turret machine, speed is of utmost importance. By reducing cycle time with a fast machine, customers can make a large number of workpieces within the same amount of time and effort. This subsequently is saving manufacturing costs in challenging cost-cutting situations, while alleviating concerns about tight delivery deadlines.
“The WY-100V is a machine that embodies the concept of “Faster than the fastest.” It aims to reduce the burden on the shop floor. Even a few seconds of cycle time reduction can bring great satisfaction. Still, we have set a high goal of aiming for a 30% reduction with the sample workpiece demonstrated above and developed the machine from scratch with the dedication of our team. It is a machine that incorporates all our hardware, software, and machining expertise. We invite you to experience our new flagship two-turret machine,” concludes Shogo Nakamura.
For More information, contact WD Hearn – Tel: 021 534 5351
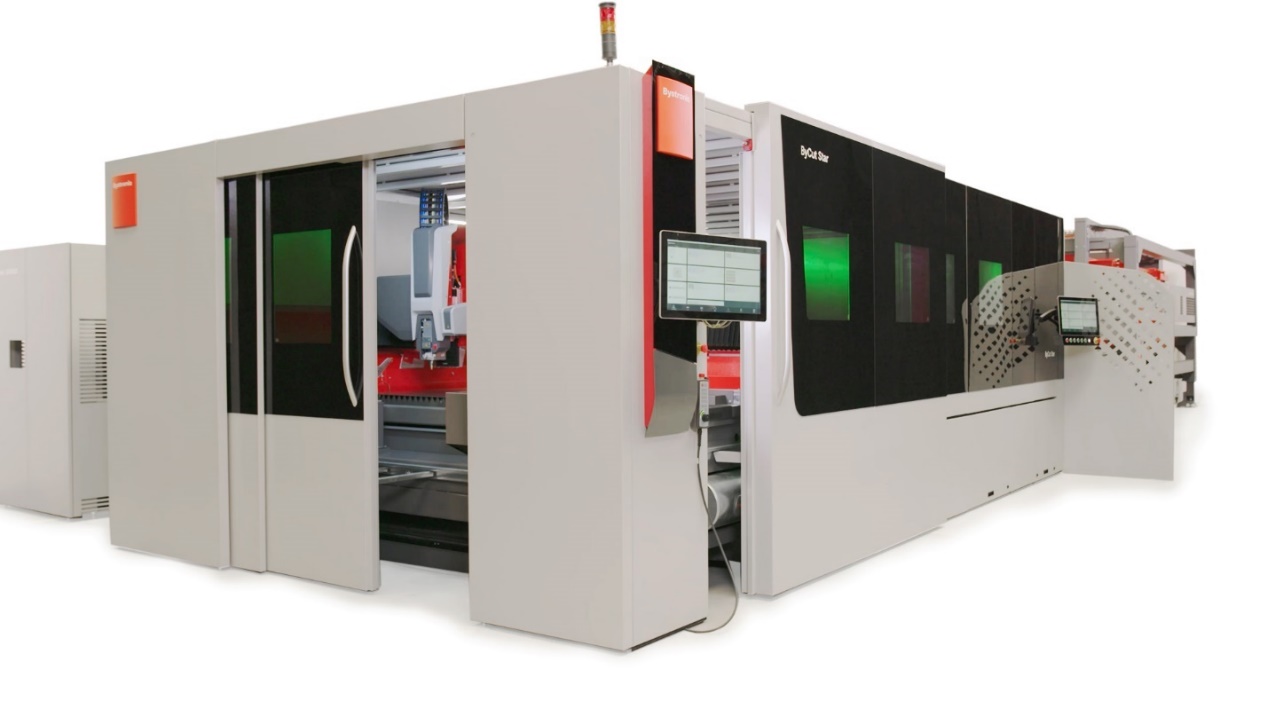
Featuring ultra-fast speeds and an expanded cutting spectrum, the ByCut Star now cuts with 30 kilowatts of laser power.
Impressive high cutting speed, intelligent cutting process and a new design – this is how the new ByCut Star presents itself. With 30 kilowatts and an optimized cutting process, it now cuts steel, aluminium, stainless steel, brass and copper precisely and reliably for even more quality.
Higher cutting quality and productivity is provided thanks to more laser power and smart features. Bystronic has advanced into a new dimension of fiber laser cutting, the ByCut Star with impressive 30 kilowatts of laser power. The high-end fiber laser stands for high-precision Bystronic technology, a stable cutting process up to the highest laser powers and for a wide range of applications.
However, sheet metal workers not only need a lot of laser power, but also intelligence, reliability and sustainability; this combination makes the laser cutting process really satisfying and successful.
Thus, at Bystronic, customer success is built on a concept of three pillars, namely Power, Intelligence and Cutting Process Improvement, including MixGas technology.
Smart features, such as the “Intelligent Cutting Process (ICP)”, the “Nozzle Control Tool (NCT) with KerfScan” or the “Parameter Wizard” optimize the entire cutting process, while ensuring that it stays on track. Users enjoy optimum capacity utilization and remarkable production uptime.
30 kilowatt of laser power
The technological leap from the previously available 3- to 20-kilowatt levels to the new 30-kilowatt level is considerable and opens new possibilities for Bystronic customers to optimize production and thus remain at the forefront of the ever more fiercely contested competition.
The “Advanced Applications” option enables expanded applications in steel and aluminium of up to 50 millimetres (15 kilowatts laser power and above).
Cutting speeds on the ByCut Star increase twice as fast compared to 15 kW and MixGas with sheet thicknesses between 6 mm and 15 mm, and more than twice as fast with thicknesses starting at 20 mm. Piercing times are shorter for sheet thicknesses of 15 mm and above. Sheet metal processors thus benefit from higher productivity at low unit costs, because with 30 kilowatts, the new ByCut Star cuts steel, aluminium and stainless steel precisely and reliably. The 30-kilowatt laser power enables maximum flexibility for large series and spontaneous customer orders. Whether aluminium or steel, the powerful Bystronic cutting head impresses with maximum precision in thin and thick sheets. In addition, with the “Advanced Applications” option, high laser power (starting from 15 kilowatts) now also enables expanded applications in steel and aluminium of up to 50 millimetres. The new power level is exclusively available on the ByCut Star 4020.
Smart features make the difference
NCT & KerfScan is a smart feature package for oxygen cutting which increases process reliability, even in low-manned operations. This feature offers process monitoring, problem solving and continuation of the cutting process in a fully automatic way.
The “Parameter Wizard” ensures that the correct quality of the cut parts is always selected within minutes. This feature determines the perfect parameters with N2 and MixGas for steel from 4 to 15 mm in thickness.
Intelligent Cutting Process ICP is a new feature, where a coaxial camera is filming through the nozzle and looking directly into the cutting process. This feature currently offers the following functionalities:
Cut Quality Detection – The system automatically detects cut interruptions during the cutting process and re-cuts the area where it occurred.
Cut Quality Protection – AI-controlled cutting process maintains reliable quality throughout low manned production.
Nozzle Loss Detection – Down time and material waste caused by nozzle loss are significantly reduced.
While Bystronic customers benefit from outstanding cutting results with clever features, the new powerful Bystronic flagship is also controlled from a 21.5-inch touchscreen. Handling is as simple as operating a smartphone.
The new ByCut Star’s modern, sharp contours provide a striking appearance and match the performance of the machine.
Significantly increased user-friendliness and outstanding flexibility are major advantages provided by the new ByCut Star. Thus, there is front and/or side access as well as several windows with a view directly to the cutting process. In general, the new design offers better accessibility to the interior, and the machine is easier to place on the store floor thanks to more flexible layout.
Additional accessibility with the all new, sharp designed ByCut Star thanks to several gates.
Fiber laser cutting with mixed gas ensures better cutting quality and higher productivity
In laser cutting, cutting gas (especially N2 and MixGas) is used to keep both the laser and the sheet free of impurities and remove molten material. Nitrogen is used for so-called fusion cutting and oxygen for flame cutting. Gas mixing combines the benefits of O2 and N2 and thus is an alternative to pure nitrogen or oxygen cutting. Cutting with MixGas (a specific blend of Nitrogen/Oxygen) ensures perfect quality on steel at increased cutting speed. This helps even an inadequate steel to achieve a good result after the cutting process.
For in-house gas production with a N2 generator, Bystronic has a solution ready that is attractive from a cost perspective and environmentally friendly. The advantages are obvious: There is no need for transports by trucks when gas is delivered. One produces only as much nitrogen as is needed, and all the previous additional costs are eliminated – from filling the cylinders to replacing them. The sheet metal processor works completely autonomously and – independent from any gas supplier – is doing something for the environment in the process.
For more information please see www.bystronic.co.za or contact Bystronic on 010 410 0200.
The TruLaser Tube 3000 fiber is suitable for companies that want to enter this technology and for companies that want to expand their manufacturing capacity.
New TRUMPF machine for getting started with laser tube processing or as an addition to existing machinery – Cost-effective even with low capacity utilization – Easy to operate thanks to numerous automated features
TRUMPF recently announced the launch of a new laser tube cutting machine, the TruLaser Tube 3000 fiber, a cost-effective choice even at low to medium capacity utilization. It is therefore equally suitable for companies that are entering this technology as it is for companies seeking to expand their production capacity. The machine enables the versatile processing of tubes and profiles and replaces conventional tube processing steps such as sawing, drilling and milling.
Starter kit to enter the world of tube processing
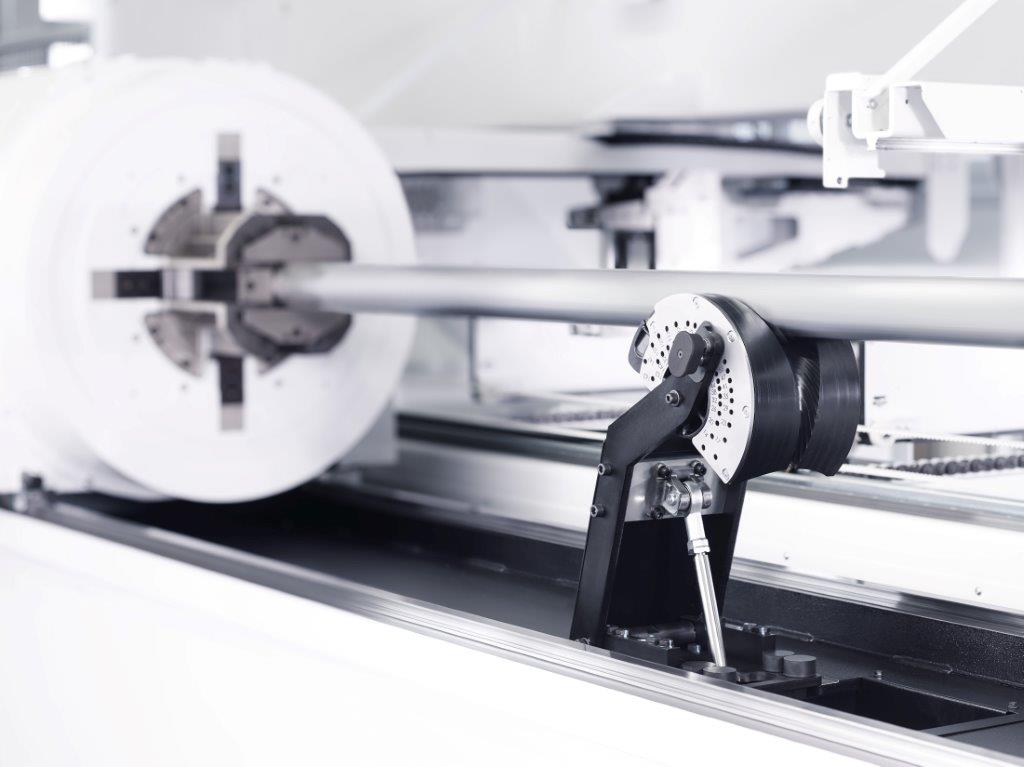
The TruLaser Tube 3000 fiber covers a broad range of applications including profiles, round tubes and flat steel bars. It also offers the option of L and U profiles. The two-kilowatt solid-state laser performs high-speed cutting of mild steel, stainless steel, aluminium and nonferrous metals such as copper and brass. An extensive set of cutting data is already stored on the machine. The TruLaser Tube 3000 fiber can cut tubes with diameters of up to 152 millimetres and profiles with an outer circumference of up to 170 millimetres. The self-centring clamping technology, which is designed to hold the tube in place and position it correctly during machining, adapts automatically to the tube dimensions without requiring manual setup by the operator. The TruLaser Tube 3000 fiber also configures other important settings automatically.
The self-centring clamping system fixes and positions the tube, thus ensuring optimal finished part quality.
The AdjustLine function modifies cutting parameters at the touch of a button to ensure reliable cutting of lower-quality materials. SeamLine Tube detects weld seams and markings on the inner and outer surfaces of the tubes, helping operators check that the tubes are correctly aligned in the machine and that the weld seam is in the desired position in the finished part. With its easy setup and high degree of automation, the TruLaser Tube 3000 fiber is a user-friendly machine that represents a cost-effective option for small batch sizes.
Reliable and precise parts handling
The TruLaser Tube 3000 fiber cuts tubes weighing up to 18.5 kilograms per meter with material thicknesses of up to 8 millimetres. It is available in two lengths that accommodate either 6.5 or 8 meters of material. Thanks to the optional LoadMaster Tube automated loading system, the machine is also a cost-effective choice for high-volume production runs.
Thanks to the LoadMaster Tube loading automation, the machine can profitably perform large-scale production as well.
An integrated materials store known as the “bundle space” provides a buffer store that can hold up to 4 metric tons of raw material, or up to 5 tons with the machine version designed for an 8-meter loading length. The LoadMaster Tube system separates and measures the tubes parallel to production and transfers them to the machine. To ensure top-quality parts, step rollers support the tubes and guide them to the machining station.
Step rollers support and guide the tubes to the processing station. They can be manually adapted to the respective tube diameter in no time.
These rollers can be adjusted to the current tube diameter in one simple action. The machine also features guide rollers on the unloading side which provide more support to long tubes during processing. The TruLaser Tube 3000 fiber ejects finished parts onto a rack. Set to the correct ergonomic height, this allows the operator to remove them comfortably while the machine continues working. Shorter parts can be ejected straight into a box. The TruLaser Tube 3000 fiber automatically separates cutting slugs and scrap metal from the finished parts and disposes of them in containers.
Key components easy to access at any time
Thanks to the design of the machine’s beam guard, the operator can easily access the loading and unloading sides of the machine at any time – for example to load individual tubes into the machine to process a smaller job between bigger ones. There is no need for a complete housing. A large, laser-safe viewing window makes it easy to keep an eye on the machining process.
Ready for the smart factory
Users can make changes to the machine’s production schedule or keep an eye on the machine using an app, making it even easier for the operator to keep track of the entire machining process in the TruLaser Tube 3000 fiber. A secure, OPC UA-based data interface is included to connect the machine to an ERP or MES system or to a cloud application, for example. TRUMPF machine apps provide information on program runtimes and machine capacity utilization.
For further information, please contact RETECON – Tel: (011) 976 8600.
Neway CNC Equipment Co offers a cost effective range of vertical machining centres, which are manufactured at the company’s modern manufacturing plants in Suzhou China.
Neway’s excellent manufacturing and quality control capabilities are maximized by the use of latest equipment from well-known international brands including Zayer, Kellenberger, Starragheckert, Swiss SIP, Renishaw and Shenck. They hold ISO and CE certification.
Neway’s Chinese manufacturing operation is supported by the group’s head office in Texas USA and a sales and support centre in Germany.
Neway CNC Equipment currently offers a range of moving table vertical machining centres which range in table size from 750 x 420mm to 1800 x 800mm. This range is available in the following table sizes, VM740 – 750 x 420mm, VM950 – 950 x 520mm, VM1150 – 1100 x 520mm, VM1260 – 1200 x 600mm, VM1360 – 1350 x 600mm, VM1580 – 1500 x x800mm, VM1780 – 1700 x 800 and VM1880 – 1800 x 800mm.
The VM740, VM950 and VM1150 models are fitted with BT40 spindle tapers. These three models are available as a lower specification S series with a Fanuc 0i-Mate-MD controller or a higher specified H series which are supplied with a Fanuc 0i-MD controller. The VM1260 and VM1360 models are fitted with BT 40 spindle taper as standard and can be supplied with a BT50 spindle taper as an option.
The VM1580, VM1780 and VM1880 are only available as H series specification with Fanuc 0i-MD controllers and have BT50 spindle tapers as standard. With the exception of the VM740, which has a 20 tool magazine, all models in the range come with a 24 tool magazine and arm type tool changer.
The complete series of models from VM740 to VM1880 in the S and H range have linear guideways on all three axis. The additional HR series which is available in sizes from VM950 to VM1780 feature box guideways as opposed to linear guideways. Full enclosure guarding and chip conveyors feature as standard equipment across the entire range.
Factory fitted optional equipment includes 4th axis rotary tables, through spindle coolant, workpiece measuring and toolsetting probes systems. Spindle oil cooling systems and coolant water/oil separators are available on request.
To complement the range of vertical machining centres, Neway CNC Equipment offers the VM640D drilling and tapping machine. This machine has a table size of 650 x 400mm, a 16 position cam type tool changer with a 1.6 second tool change, a spindle speed of 15 000 rpm, X and Y axis rapid feed rates of 48 meters per minute and a Z axis rapid feed rate of 60 meters per minute. They come fitted with the Fanuc 0i MD controller.
For more information, please contact Machine Tool Promotions – Tel: 016 931 1564.
A2C has been refurbishing bearings for over 28 years, and customers include companies, such as ArcelorMittal, Ultragear, Highveld Steel, Geared-up, Sasol Mining, Wheels & Bearings etc. A2C refurbishes SKF and Timken products on a continuous basis and accepts any bearing size from diameter 80mm ID to3 meters OD. A2C also manufactures new bearings on request. The company is based in Johannesburg and easily accessible from the M2.
Managing Director Andries Heydenrych says,”we have never had come-backs and give a 100% guarantee on all our workmanship. Our customers receive a Warranty Certificate, and everything we do is strictly according to OEM specifications. Delivery period is +/- 10 working days from landing in our workshop to going out of the door.
While all quotations on bearings stripped are free of charge, we offer extremely cost effective solutions on refurbished bearings.
For more information contact Andries Heydenrych at 082 788 5999
REIME NORIS expands its product portfolio for wrought aluminium and cast aluminium alloys with two newly developed cold forming taps.
Both tool types, like all taps of the “NEO” series, are made of HSSE-PM substrate. However, they differ in geometry and coating in order to achieve outstanding results in the respective field of application.
NORIS SPANLOS NEO AL
The NORIS SPANLOS NEO AL cold forming tap has been developed especially for the machining of wrought aluminium alloys. The geometry with an asymmetrical pressure point shape acts in the forming direction through a relatively steep stroke with very low torque. The stroke on the back is much flatter and thus has a supporting effect. This combination results in an enormous increase in tool life. A DLC (diamond like carbon) coating reliably protects against cold press welds, which are found frequently in these materials.
NORIS SPANLOS NEO GAL
The NORIS SPANLOS NEO GAL cold forming tap has been developed especially for thread forming in cast aluminium alloys. The geometry has a steeply pronounced symmetrical stroke both in the forming direction and at the back. The special feature is a sliding surface in-between, which offers targeted resistance to the particularly high abrasiveness of these cast materials. A multi-layer TICN coating, which has proven particularly effective in cases of abrasive wear, functions as a coating here.
In the standard product portfolio, the metric dimensions common for these materials, up to and including M10, are available, from M4 also with coolant hole. As in the entire range of NORIS SPANLOS tools, these two new types are also available from stock only with lubrication grooves.
The XF6300 5-axis vertical machining center provides high speed, simultaneous 5-axis precision and optimal rigidity combined with outstanding user convenience.
The XF6300 comes with a 19″ large monitor for enhanced visibility and the SIEMENS ShopMill customized technology package as standard. ShopMill provides simple operation, supporting all operator actions with graphic help displays and functions for quick and practical machine setup, including calculating the workpiece position in the machine. The control panel has the same configuration as a computer keyboard for easy usage. Mold Package is provided as standard for a highly efficient mold process with the aid of various NC options and automatic tool measurement.
While the integrated bed and column have been designed by using HYUNDAI WIA’s unique analysis method, the XF6300 features a 4-way structure box type saddle inside the cross-beam to increase stiffness and minimize thermal displacement. The Box-in-Box structure design accomplishes thermal equilibrium, while minimizing thermal deformation. The direction of the main axis’ center of gravity and z-axis moving direction are in the same line, providing more precise machining.
The XF6300 features X-axis 650mm, Y-axis 600mm and Z-axis 500mm with 60 m/min rapid traverse and 1G of X/Z-axis acceleration and deceleration and a linear scale to all linear axes plus rotary scale to rotating axes as standard.
XF6300 is a 5-axis vertical type machining center designed by European R&D center in Germany
Various multipurpose built-in spindles are available, providing 15,000 rpm or optionally 24,000 rpm and 40,000 rpm for high quality mold machining. The main spindles produce almost no noise and vibration even at high speed machining, while ensuring highly stable machining performance.
The XF6300 main spindle features an oil cooling device as standard promoting high accuracy for long periods of time and a HSK tool holder for high positioning accuracy and precision.
The XF6300 is designed with a 5-axis rotary table which can be moved 30 degrees to the front side of the machine and 120 degrees to the rear side of machine based on A-axis and C-axis and can rotate 360 degrees. A-axis and C-axis achieve 70rpm and 110rpm, respectively.
The rack-type magazine providing various options equipped with 34 tools and has a single layer as a standard. Tool magazines can be upgraded to accommodate 68 tools and 102 tools, respectively.
For more information, contact Spectrum Africa – Tel: 011 865 4090.