WORLD FIRST WITH TWO CUTTING EDGES
The Walter exchangeable-tip drill Drion·tec® D-Spade D5142
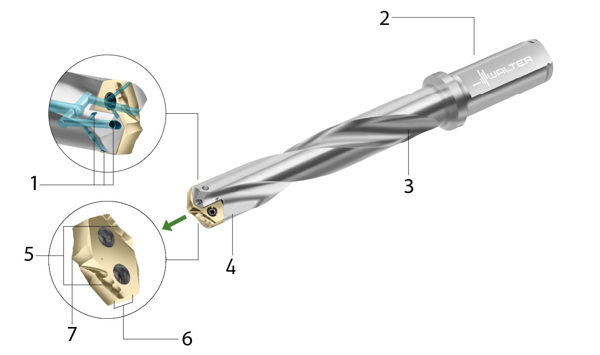
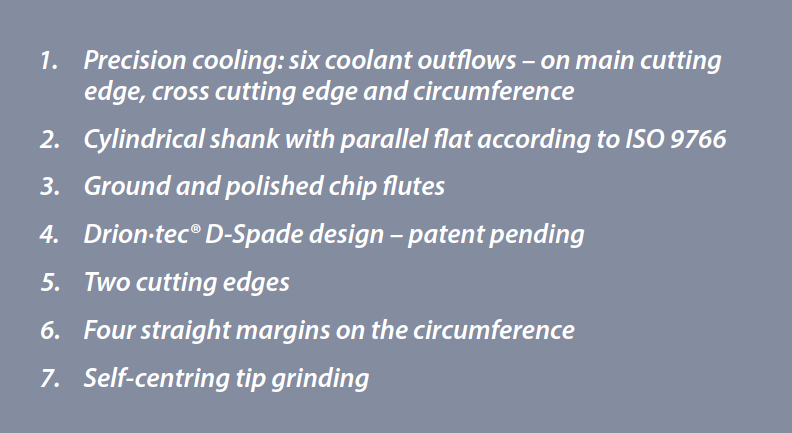
With the new Drion·tec® D-Spade D5142 exchangeable-tip drill, Walter AG is launching the world’s first drill of its kind with a double-sided indexable insert. The special feature, the flank face of the first cutting edge serves as a support surface for the second, which doubles the service life of the exchangeable tip and significantly reduces the costs per metre of drilling. Designed for maximum cost efficiency, the holemaking drill is designed for Ø 12 to 32 mm and lengths from 3 to 8 × D(c). Four lands and the self-centring point geometry ensure high precision and surface quality of the hole with exact centring, straightness and diameter tolerance.

Ground and polished chip clearance spaces optimise chip evacuation and increase process reliability. Six coolant outlets ensure precision cooling on the cross-cutting edge, main cutting edge and circumference on both teeth. The combination of fine-grain substrate and the gold-coloured HiPIMS coating of the DS42 indexable insert enables very good wear resistance and easy wear detection. The symmetrical design of the double-use exchangeable tips not only doubles tool life, but also reduces the amount of carbide used per cutting edge by 45% compared to conventional drills on the market. Walter is therefore positioning the Drion·tec® D-Spade D5142 as the new standard for both cost-conscious and sustainable holemaking, particularly suitable for mass producers with steel and cast-iron materials, for example in the automotive industry, the energy sector or the rail vehicle industry.
The symmetrical Drion·tec® D-Spade design with 2 cutting edges per exchangeable tip is completely new on the market. The flank face of the first cutting edge forms the contact surface for the second cutting edge. Two radial screws clamp the exchangeable tip securely in place.
TOOL SOLUTIONS FOR MODERN COMBUSTION ENGINES
MAPAL optimises machining for crankshafts and valve seats
Production figures for vehicles with combustion engines are in decline but are still very high, at around 75 million cars built per year. Ample reason for the industry to continue seeking ways to optimise series production. MAPAL is lending its support with new tool solutions for modern combustion and hybrid engines.
The automotive industry consistently prioritizes reducing cycle times and minimizing costs per part. With two examples from crankshaft manufacturing and valve seat machining, MAPAL shows how this can be achieved with the combination of processing steps and innovative tool technologies.

One-shot solution for drilling and deburring
The desire to save weight, and thus fuel, with less moving mass doesn’t stop at a classic component like the crankshaft. To remove material, a central relief bore runs through the entire component. Due to the shape of the crankshaft, the tool repeatedly enters and exits the material during machining. How many times depends on the number of cylinders in the engine.
This also determines the length of the drill. To process the entire crankshaft in one go, tools with lengths between 600 and 800 mm are required. MAPAL achieves this with a modular system. The drill body is a special replaceable head holder with TTS (Torque Transfer System) connection that guarantees an extremely stable joint. The MAPAL connection features optimal torque transmission and high changeover and radial run-out accuracies. For the desired tool length, the tool holder is screwed onto an extension. The TTD replaceable drill head at the tip is available in various geometric designs depending on machine performance.
 One challenge in machining is the burrs that occur in the metal when the drill goes in and out. These burrs were previously removed in a separate machining step. MAPAL now offers a one-shot solution for simultaneous drilling and deburring. This is made possible by a modular combination tool in which an additional chamfer insert is integrated into the chamfer behind the drill head. This SNAP18 module is a miniaturised deburring system that has been individually designed by HEULE Precision Tools for the application. For reliable forward and reverse deburring, a small spring controls the insert and ensures the pre-drilled diameter is chamfered to the nearest tenth and is not damaged during deburring.
One challenge in machining is the burrs that occur in the metal when the drill goes in and out. These burrs were previously removed in a separate machining step. MAPAL now offers a one-shot solution for simultaneous drilling and deburring. This is made possible by a modular combination tool in which an additional chamfer insert is integrated into the chamfer behind the drill head. This SNAP18 module is a miniaturised deburring system that has been individually designed by HEULE Precision Tools for the application. For reliable forward and reverse deburring, a small spring controls the insert and ensures the pre-drilled diameter is chamfered to the nearest tenth and is not damaged during deburring.
This tool solution saves the user a step and a space for a tool in the magazine. The cycle time is reduced.
Twelve inserts for valve seats
 To reduce costs in the fine machining of valve seats, MAPAL has developed an innovative HNHX indexable insert. Like the predecessor model, the HNHX is also hexagonal, but twelve cutting edges can be inserted instead of six. The negative installation position enables this new indexable insert to be turned. A modified clamping star ensures maximum force closure and precise positioning in the insert seat. For the finishing of the valve seat ring, ultra-precise machining is required with regard to the specified tolerances and surface quality. With the HNHX, surface values of less than Ra 2.0 are achieved.
To reduce costs in the fine machining of valve seats, MAPAL has developed an innovative HNHX indexable insert. Like the predecessor model, the HNHX is also hexagonal, but twelve cutting edges can be inserted instead of six. The negative installation position enables this new indexable insert to be turned. A modified clamping star ensures maximum force closure and precise positioning in the insert seat. For the finishing of the valve seat ring, ultra-precise machining is required with regard to the specified tolerances and surface quality. With the HNHX, surface values of less than Ra 2.0 are achieved.
MAPAL recommends a combination tool for machining the valve seat and valve guide. In one machining step, the tool first machines the valve guide and then the valve seat with the HNHX indexable insert.
Further increase in efficiency possible for larger valve seat rings
Depending on the valve seat design, the HNHX indexable inserts can also be used much more than 12 times. Where possible from a construction perspective, such as for larger valve seat rings in lorries, these inserts can be used twice, meaning 24 cutting edges can be used. This is done by removing the cutting edge at the end of its tool life and re-using it in a different angular position. The cutting edges used are easy for the user to identify thanks to a corresponding coating. This enables simple repositioning in another insert seat and further processing using an yet unused area of the cutting edge
 Doubling the number of cutting edges has a direct impact on the user’s production costs, the costs per part halve as a result. Tool life is also increased by the use of PcBN high-performance cutting materials developed within the MAPAL Group. Cutting materials are being customized to align with developments in the industry, enhancing the wear resistance of valve seat rings through the use of innovative materials. The robust clamping system results in maximum force closure and thus a homogeneous distribution of force in the insert seat.
Doubling the number of cutting edges has a direct impact on the user’s production costs, the costs per part halve as a result. Tool life is also increased by the use of PcBN high-performance cutting materials developed within the MAPAL Group. Cutting materials are being customized to align with developments in the industry, enhancing the wear resistance of valve seat rings through the use of innovative materials. The robust clamping system results in maximum force closure and thus a homogeneous distribution of force in the insert seat.
Despite the clear trend towards e-mobility, the development of combustion engines continues. Not least for use in modern hybrid vehicles. MAPAL is at its customers’ sides as a technology partner and will contribute to further optimising their production in the years to come.
For more information, please contact Spectra Carbide Tooling Technology – Tel: 021 555 4144.



