
ELECTRIFICATION IN THE AUTOMOTIVE INDUSTRY
Public awareness of global warming, together with a pressing concern to create and maintain a clean environment, has led to a series of legislations worldwide that is forcing automakers to decrease CO2 emissions. Apart from improving fuel consumption, downsizing engines, and making lighter vehicles, automakers must turn to new technologies in order to cope with these emission limitations. A rapid increase in battery electric vehicle (BEV) development, manufacture, and implementation, shows that electric vehicles are not only the future but are, in fact, the present. The automotive industry is on the brink of colossal changes and soon our perception of cars and transportation may alter completely.
ISCAR, a company with many years of experience in the production of metal cutting tools, offers unique, cutting-edge solutions for the new BEV Industry. As a leader in providing productive and cost-effective machining solutions, ISCAR strives to stay up to date with all the new trends and technologies and be a part of a brighter, greener future.
The following is a list of some of the common component machining processes in the BEV industry and some of the leading possible machining solutions and recommendations for each part.
Stator housing machining
One of the most notable trends of the electric vehicle powertrain is its simplicity. There are far fewer moving parts compared to the traditional internal combustion engine (ICE), therefore manufacturing time and cost dramatically drop when producing BEV’s.
One of the main components of an electric motor is the motor (stator) housing made from aluminum. A special approach is needed to achieve this part’s critical key characteristics of lightweight, durability, ductility, surface finish and precision, including geometrical tolerances. The partially hollow form represents an additional challenge and maintaining low cutting forces is essential for roughness and cylindricity requirements.
ISCAR’s complete machining solution for this process has facilitated the transformation from the standard costly lathe-based process to an economical machining center. Our aim is to reduce scrapped parts and reach an optimal CPK ratio (Process Capability Index- producer’s capability to produce parts within the required tolerance).
Main Diameter Reaming
The most challenging operation in machining the aluminum stator housing is the main 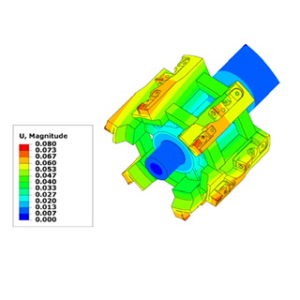 diameter boring and reaming. Because of the trend to use low power machines, the tool’s large diameter and long overhang require creative thinking to minimize weight and spindle load while maintaining rigidity. Exotic materials such as titanium and carbon fiber are used for the tool body, as well as the welded frame design.
diameter boring and reaming. Because of the trend to use low power machines, the tool’s large diameter and long overhang require creative thinking to minimize weight and spindle load while maintaining rigidity. Exotic materials such as titanium and carbon fiber are used for the tool body, as well as the welded frame design.
The use of Finite Element Method (FEM) helps resolve the obstacles associated with this challenging application by enabling the consideration of many parameters, such as cutting forces, displacement field during machining, natural frequency and maximum deformation.
Bearing Seat Reaming After Assembly
Unlike the ICE, the electric motor generates its maximum torque from a standing start. This means it does not require a complex transmission system to operate. A simple reduction gear is enough for the average electric vehicle. This reduction gear sits between the stator housing and the gear cover.
This means it does not require a complex transmission system to operate. A simple reduction gear is enough for the average electric vehicle. This reduction gear sits between the stator housing and the gear cover.
To maintain concentricity between bearing seats of the stator and gear cover, the reaming operation must be performed in the same machining sequence.
For this operation, ISCAR provides a special “push and pull” reaming type tool with adjustable PCD blades that manage to retain the geometrical tolerances required in different inner diameters on this aluminum part.
Rotor Turning
The rotor consists of many stacked plates of electric steel. Lamination sheets are used instead of a solid body to reduce current loss. The surface must be completely clean of chips, oil, water, dust or dirt, and coolant fluid cannot be used, only air. This is a challenge as a lot of heat is generated on the cutting area and the fragmented chips stick to the surface. Surface finish requirements for this interrupted turning operation remain strict.
instead of a solid body to reduce current loss. The surface must be completely clean of chips, oil, water, dust or dirt, and coolant fluid cannot be used, only air. This is a challenge as a lot of heat is generated on the cutting area and the fragmented chips stick to the surface. Surface finish requirements for this interrupted turning operation remain strict.
ISCAR has overcome these challenges by developing a combined tool with coolant holes both on top and bottom of the cutting edge to cool and blow away the chips. The two round inserts are positioned for semi finish and finishing operations, generating an excellent surface finish.
Battery Case Drilling
As batteries are replacing fuel as an energy source for vehicles, the battery case is an integral component of the car design. Large size and light weight requirements make aluminum a natural choice for manufacturing this part. But, when dealing with high-end supercars or sport cars, every unit of weight counts. That is why some automakers turn to the use of carbon fiber reinforced plastic (CFRP), which offers lighter weight, high rigidity, and lower thermal conductivity than aluminum.
ISCAR has a wide array of tools specially designed to machine aluminum and CFRP, which provide productive and economical solutions for any application. For example, for the required drilling holes, the SUMOCHAM indexable head drilling line offers a variety of geometries suited for specific materials. For drilling aluminum, ICN heads are designed with a sharp cutting edge and polished rake face. ICG heads feature a chip splitter for better chip removal when working with a long overhang. For drilling CFRP, special ICF geometry is available with diamond coating – this drilling head is designed to overcome all the typical CFRP machining failures such as delamination.
The automotive industry has already started changing its direction, moving toward the new challenging era of BEV production.
Using ISCAR’s cutting edge technology and innovative solutions will keep the part manufacturer ahead of the industry and help him adapt fast to the growing changes for a cleaner, greener, and healthier place to live in.
For more information, please contact ISCAR South Africa (PTY) LTD – Tel: 011 997-2700.
HELI-3-MILL – HM390 TRIANGULAR INSERTS NOW WITH 5 MM HELICAL CUTTING EDGES

ISCAR is expanding its HM390 line of milling tools with triangular insert line with HELI-3-MILL – a new family of indexable cutters carrying the HM390 TPKT 0502PDR 5 mm edge triangular insert. The new design, based on its successful predecessors, provides a smaller insert, enables high metal removal rates, and offers an effective and economical solution for milling 90º shoulders.
The HELI-3-MILL tools are intended for applications that are traditionally aimed at solid carbide endmills. Designed for productive rough milling at high feed rates of compact parts, small-size cavities, pockets, etc., the new tools are particularly applicable to miniature parts manufacturing, medical components and more. While they offer an ideal solution for low power machining centers and turn-milling machine tools, the low power consumption allows the cutters to be applied on machine tools with limited power, small capacity machining centers and turn-milling machines.
Available in a 10 – 16 mm diameter range, the tools feature a 90º cutting edge angle, advanced cutting geometry to reduce cutting forces and provide smooth cutting, ramping down ability and a maximum 3.5 mm depth of cut. Coolant holes are directed at each cutting edge and the cutter body has a special protective polished coating for uninterrupted chip flow and protection from corrosion and wear.
Reduced feed per tooth working values contribute to decreasing impact load and ensure soft and light cutting action, while the high tooth density, enabled by the small-size insert facilitates stable cutting due to several teeth engaging in the material during milling.
The HM390 TPKT 0502PDR single-sided triangular inserts feature three helical cutting edges, with progressive cutting geometry providing positive radial and axial rake angles on the cutter, and a wiper flat for improved surface finish. The inserts are produced from ISCAR’s latest SUMO TEC carbide grades, which significantly increase productivity.
The HM390 TPCT 0502PDR peripherally ground inserts integrate a sharp cutting edge used for semi-finishing and finishing applications. The insert enables smooth machining, exerting low cutting forces, and is specially designed for milling various high-temperature alloys. These features allow a higher table feed to be applied in shallow milling applications.
The following HELI-3-MILL cutter types are available at this stage: HM390 ETP…-05 endmills carrying the triangular HM390 TPKT 0502PDR inserts in a diameter range of 10 – 16 mm, and HM390 ETP…MM-05 endmills with MULTI-MASTER threaded adaptation in 10, 12, 14 and 16 mm diameters, carrying HM390 TPKT 0502PDR triangular inserts. The MULTI-MASTER connection expands the variety of tool configurations.
Shank types are available in cylindrical and conical shanks in a wide selection of diameters, lengths and materials, allowing operators to choose the proper shank according to their application requirements. Indexing is fast and convenient due to the threaded connection. Since the tool is not removed from the machine, no setup time is required for tool head replacement.
The HELI-3-MILL family offers a productive solution in a broad spectrum of milling applications, including rough to finish machining on main engineering materials and milling square shoulders, planes (especially next to shoulders), slots, and inclined surfaces and cavities by ramping or helical interpolation. The unique tool design significantly minimizes and even eliminates mismatch in multi-pass milling of high shoulders.
For more information, please contact ISCAR South Africa (PTY) LTD – Tel: 011 997-2700.



